
У процесі виробництва BGA-корпуси є однією з найбільших проблем. В першій частині статті ми розглянемо контроль якості самих компонентів і принципи проектування DFM (Проектування для виробництва) цього типу компонентів.
Вимірювання компланарності та викривлення BGA-корпусів
Копланарність — це міра відхилення виводів (тобто кульок припою) від посадочної площини. Більше визначень і методів вимірювання компланарності можна знайти в стандарті JEDEC 22-B108B. Наприклад, BGA-корпуси фірми Micron відповідають таким специфікаціям компланарності:
- 100 мкм для корпусів з відстанню між кульками 1.0/0.8/0.65 мм (діаметр кульки 0.35-0.4 мм)
- 80 мкм для систем із відстанню між кульками 0.5 мм (діаметр кульок 0.3, 0.25 та 0.2 мм)
В рамках процесу виробництва, перед відправкою замовнику, вимірюється компланарність при кімнатній температурі на всіх корпусах BGA.
Викривлення — це деформація або відхилення від первісної плоскої поверхні корпусу, які виникають під час пайки оплавленням. Викривлення корпусу під час виробництва друкованої плати може призвести до утворення розривів або короткого замикання контактів корпусу (тобто кульок пайки). Деформація значною мірою зумовлена невідповідністю коефіцієнта теплового розширення (КТР) між матеріалами, з яких виготовлено BGA, але на появу цього дефекту також може вплинути поглинання вологи.
Характер викривлення може бути ввігнутим (-) або вигнутим (+) (мал. 1). Для отримання додаткової інформації та методів вимірювання викривлення див. стандарти JESD22-B112A або JEITA ED 7036. Вимоги до викривлення відрізняються залежно від застосування та розмірів корпусу. Слід також зазначити, що деякі BGA-корпуси, наприклад корпус PoP, повинні мати ще менший допуск до викривлення ніж інші компоненти в усьому діапазоні температур оплавлення.

Малюнок 1. Приклад ввігнутого та вигнутого корпусу BGA. © Micron
DFM: Інструкції з проектування друкованих плат з BGA-корпусами
Рекомендації щодо проектування друкованої плати залежать від багатьох змінних, включаючи відстань між кульками, діаметр кульки та тип металевої контактної площадки друкованої плати. Контактні площадки, визначені паяльною маскою (SMD), мають паяльну маску, яка частково перекриває кожну металеву контактну площадку та визначає діаметр отвору. Контактні площадки, не визначені паяльною маскою (NSMD), мають певний зазор між паяльною маскою та самою площадкою, тому діаметр площадки визначається безпосередньо краями металу, з якого вона виготовлена. Малюнок 2 ілюструє різницю між контактними площадками SMD і NSMD.

Малюнок 2. Контактні площадки NSMD і SMD. © Micron
У контактних площадках SMD потік припою обмежується верхньою частиною металізації, що запобігає змочуванню припоєм боків/стінок контактної площадки (на відміну від контактної площадки NSMD). Нижче наведено деякі переваги та недоліки контактних площадок SMD та NSMD у контексті монтажу BGA. Тип контактної площадки, яка використовується, має визначатися вимогами конкретної програми.
- Завдяки тому факту, що процес травлення міді є точнішим, ніж процес нанесення маски, тому контактна площадка NSMD матиме більш точний розмір, ніж контактні площадки SMD.
- Контактні площадки NSMD менші та залишають більше місця для трасування, ніж контактні площадки SMD
- У щільно упакованих системах використання NSMD збільшує ризик утворення мостів.
- Контактні площадки SMD мають більшу поверхню контакту з ламінатом, що може запобігти їх розтріскуванню (дефект утворення кратерів).
- Паяні з’єднання на контактних площадках SMD більш стійкі до ударів або падінь
- У деяких конструкціях необхідність роботи з заповнювачем може вплинути на вибір між SMD та NSMD контактними площадками.
| Тип контактних площадок корпусу | Тип контактних площадок друкованої плати | Рекомендоване співвідношення діаметра з’єднувача корпусу до друкованої плати (ДП) | Схема з’єднання | Діаметр з’єднувача корпусу | Рекомендований діаметр з’єднувача друкованої плати (КП – контактна площадка) |
| SMD | NSMD | 1:0.8 (Корпус SMO: контактна площадка ДП) | 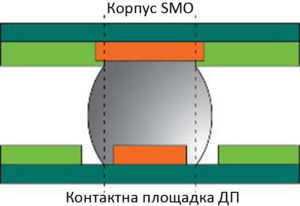 |
0.28 мм (SMO) | 0.22 мм (КП) |
| 0.3 мм (SMO) | 0.24 мм (КП) | ||||
| 0.35 мм (SMO) | 0.28 мм (КП) | ||||
| 0.42 мм (SMO) | 0.34 мм (КП) | ||||
| SMD | SMD | 1:1 (Корпус SMO: ДП SMO) | 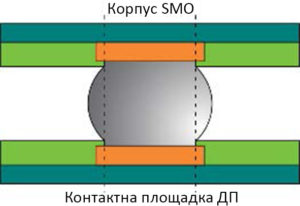 |
0.28 мм (SMO) | 0.28 мм (КП) |
| 0.3 мм (SMO) | 0.30 мм (КП) | ||||
| 0.35 мм (SMO) | 0.35 мм (КП) | ||||
| 0.42 мм (SMO) | 0.42 мм (КП) | ||||
| NSMD | NSMD | 1:1 (Контактна площадка корпусу: контактна площадка ДП | 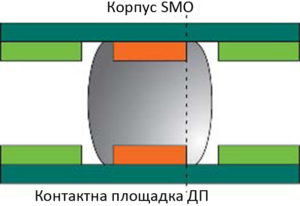 |
0.28 мм (SMO) | 0.28 мм (КП) |
| 0.3 мм (SMO) | 0.30 мм (КП) | ||||
| 0.35 мм (SMO) | 0.35 мм (КП) | ||||
| 0.42 мм (SMO) | 0.42 мм (КП) |
Таблиця 1: Рекомендації щодо проектування розмірів кульок припою та контактних площадок. © Micron
Для більшості застосувань компанія Micron рекомендує використовувати круглі контактні площадки для друкованих плат (як показано в таблиці вище) та не рекомендує використовувати некруглі подовжені контактні площадки. У разі конструкцій друкованих плат із контактними площадками NSMD, щоб мінімізувати ризик розтріскування на інтерфейсі контактна площадка-доріжка, Micron рекомендує використовувати так звані каплі (мал. 3).
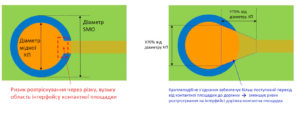
Малюнок 3: Бажана форма для з’єднання контактної площадки та доріжки, що запобігає трісканню металевого шару на краю контактної площадки.
Такі фактори, як діаметр кульки припою або розмір і товщина отвору в шаблоні, можуть мати великий вплив на форму оплавлення кульки та вплинути на рекомендації щодо оптимальної конструкції контактної площадки. У разі з’єднань, виконаних на контактних площадках SMD/NSMD, діаметр контакту паяної кульки з платою BGA повинен бути на 20% більшим або дорівнювати діаметру контактної площадки. Ні в якому разі не можна проектувати друковану плату так, щоб контактні площадки були більшими за кульки.
Додаткові відомості щодо розмірів контактних площадок та інших питань, пов’язаних із дизайном друкованої плати, містяться в стандарті IPC 7351B (Загальні вимоги до дизайну поверхневого монтажу та стандарту шаблону контактної площадки). Додаткові фактори дизайну плати, які слід враховувати для досягнення високопродуктивного процесу SMT, включають:
- Контактні площадки на друкованій платі мають бути рівними та чистими від будь-яких забруднень
- Здатність до пайки та обробка поверхні мають відповідати вимогам стандарту ANSI/J-STD-003
- Правильний вибір матеріалів для обробки поверхні контактних площадок
За матеріалами сайту https://tek.info.pl