
Найпоширенішим джерелом забруднення припою золотом є його вимивання з виводів компонентів.
Золото не окислюється і в той же час створює захисний шар з високою здатністю до пайки, який легко з’єднується з золотими або алюмінієвими дротами. Як наслідок, переваги золота є прямою причиною популярності іммерсійного золота на мідних поверхнях. Однак, оскільки золото розчиняється в припої при відносно низькій температурі, воно легко проникає в структуру паяного з’єднання, створюючи крихкий інтерметалічний шар і, як наслідок, послаблюючи його цілісність. Якщо рівень золота під час утворення рідкої фази припою перевищує певні допустимі значення, склад і механічні властивості отриманого припою можуть змінитися.
Крихкість золотого інтерметалічного шару в паяних з’єднаннях свинець-олово є добре відомим механізмом утворення дефектів. Зазвичай припої які не містять свинець, зокрема олово-срібло-мідь (SAC305) і олово-нікель-мідь (SN100C), краще зберігають свої механічні властивості в умовах забруднення золотом (це пов’язано з вищим вмістом олова). Однак їхні властивості також погіршуються зі збільшенням вмісту золота.
Крихкість інтерметалічних шарів золота може бути серйозною проблемою для надійності, і ризик, пов’язаний з нею, залежить від кількох змінних, включаючи кількість золота, яке вимивається з поверхонь, на які нанесене покриття, об’єму утворюваного паяного з’єднання, а також обраного процесу пайки (хвилею, оплавлення, або селективна пайка).
У більшості випадків джерелом надмірного розчинення золота є позолочені виводи компонентів, а не золото з обробки друкованої плати, наприклад ENIG або ENIPIG. Прийнято вважати, що такі типи обробки плати зазвичай занадто тонкі, щоб дійсно вплинути на крихкий шар інтерметалічного золота. Їх середня товщина становить близько 0,10 мкм, а порогом «значущості» прийнято вважати 0,25 мкм.
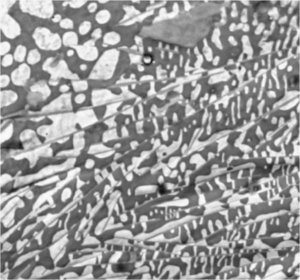
На зображенні видно евтектичну мікроструктуру олово-свинець із вмістом крихкого золота. Світлі ділянки – Pb, темніші – фаза Sn, а проміжні області – інтерметалічні шари Au-Sn IMC (переважно AuSn4 і AuSn2). Джерело: ‘Gold Embrittlement of Solder Joints’, Ed Hare, Ph.D
Видалення золота
Починаючи з версії F від 2014 року до поточного видання H стандарту IPC J-STD-001 зазначено, що золото слід видалити з:
- не менше 95% спаяних поверхонь виводів наскрізних елементів (включаючи роз’єми), покритих шаром золота товщиною 2,54 мкм і більше,
- з 95% всіх спаяних поверхонь поверхневих компонентів, незалежно від товщини золота.
З огляду на наведені вище вказівки, видалення золота необхідне для всіх електронних виробів класу 2 і 3 високої надійності, а отже, це стосується майже всіх схем.
Видалення золота з виводів компонентів відбувається в процесі, у якому золото розчиняється в розплавленому припої під час процесу лудіння. Часто це «подвійний» процес лудіння, який використовує два тиглі: один видаляє золото (а також інші можливі поверхневі забруднення), інший служить для його повторного нанесення на відкриту поверхню виводу компонента.
Зараз зазвичай рекомендується використання роботизованого процесу гарячого занурення. Операцію лудіння слід проводити за допомогою лудильної машини з контролем флюсу, попереднім нагріванням і тиглями для подвійної пайки, бажано в атмосфері інертного азоту.
Інертна атмосфера сприяє збереженню естетичного вигляду отриманого паяного з’єднання, зводячи до мінімуму утворення бурульок і шлаку. Слід контролювати занурення виводів компонентів у флюс та припій, щоб дозволити застосування флюсу та припою на точно визначену глибину. Крім того, слід звернути увагу на швидкість виходу компонента з другого тигля для припою, що дозволяє контролювати товщину припою, нанесеного в процесі повторного лудіння. Обидва тиглі для припою слід регулярно перевіряти на наявність міді, нікелю та інших забруднень.
За матеріалами сайту https://tek.info.pl