
Четверта частина присвячена параметрам сушіння друкованих плат.
Параметри процесу сушіння
Параметри сушіння залежать від багатьох факторів. Тому перед початком процесу сушіння друкованих плат потрібно визначити:
- Скільки вологи поглинула друкована плата
- Який процес сушіння слід застосувати, щоб температурні навантаження не завдали шкоди
- Які властивості основного матеріалу, який використовується, або суміші матеріалів
- Як виглядає конструкція друкованої плати з точки зору здатності поглинати вологу та віддавати її
- Товщина друкованої плати
- Розташування та розмір мідних поверхонь на друкованій платі
- Розподіл силового та земляного шарів
- Оздоблення країв
- Який допустимий час перебування плати без захисту від вологи.
Параметри сушіння, надані виробниками друкованих плат, можна розуміти лише як довідкові значення або приблизні рекомендації, оскільки як конструкція самої системи, так і конкретні умови навколишнього середовища, умови сушіння та пайки, а також встановлена логістика відіграють вирішальну роль і зазвичай не відомі виробнику друкованої плати. Отже, монтажник друкованих плат повинен визначити параметри сушіння, характерні для продукту, наступним чином:
- Визначення чутливості до вологи
По-перше, вам потрібно визначити вміст вологи, при якому друкована плата виходить з ладу в конкретному процесі пайки. Як описано в стандарті IPC-1601A 3.3.6, чутливість конкретної конструкції до розшарування, спричиненого вологою, можна охарактеризувати за допомогою випробування на термічне навантаження. Переважним методом випробування на термічне навантаження є метод, описаний у стандарті IPC-TM-650 2.6.27. Можна протестувати різні цикли оплавлення, або зразки можуть бути піддані термічним навантаженням до моменту, коли вони вийдуть з ладу, надаючи корисні дані, які визначають вікно процесу для даного проекту. Для більшості проектів максимально допустимий вміст вологи (MAMC) становитиме від 0.1% до 0.5% від ваги вологи на основі ваги смоли.
На цьому етапі слід ще раз чітко зазначити, що відповідне розміщення міді є необхідною умовою для сушіння. Великі мідні поверхні повинні бути проникними для вологи через передбачені для цієї мети отвори.
- Визначення профілю сушіння
Специфічні для системи параметри процесу сушіння можна визначити, вказавши їх криві сушіння. З цією метою друковані плати насичують вологою, а потім сушать контрольованим способом, доки їх вага не перестане змінюватися, що означає, що друкована плата повністю висохла. Важливо, щоб визначення параметрів відбувалося з використанням обладнання, яке планується до серійного виробництва. Параметри сушіння слід підбирати відповідно до вимог матеріалу і виробництва (потрібно враховувати, крім іншого, старіння поверхні спаювання).
- Визначення швидкості поглинання вологи при зберіганні
Починаючи з повністю сухої друкованої плати, ви визначаєте, наскільки швидко друкована плата вбирає вологу. Для цього можна використовувати метод, описаний у стандарті IPC-TM-650 2.6.28. При інтерпретації результатів слід зазначити, що волога не поглинається мідними або скляними волокнами. Тому вміст вологи в смолі можна розрахувати лише тоді, коли відома вага міді та скляних волокон, яку можна відняти із загальної ваги.
Коефіцієнт поглинання, визначений таким чином, використовується для визначення максимального часу, протягом якого друковану плату можна обробляти або зберігати без захисту від вологи, і типова рекомендація щодо цього становить максимум дві години.
- Примітки щодо температури
Дослідження також показали, що у випадку епоксидних смол певну кількість вологи можна видалити лише вище температури глазурування Tg основного матеріалу . Згідно визначенням у попередніх частинах статті, ми говоримо не про процес сушіння на цьому етапі, а скоріше про темперування, яке розуміється як загартування. Оскільки це хімічно зв’язана волога, вона не впливає на чутливість до вологи, описану в кроці 1.
- Час висихання, перерви, очікування
У виробничій практиці немає інформації про фактичний вміст вологи або вагу сухих друкованих плат. Завдяки описаному вище процесу під час кваліфікації партії, враховуючи умови навколишнього середовища та хід процесу, у заданому виробничому режимі можна визначити необхідний час сушіння у повсякденній виробничій практиці.
Дотримуючись певних процесів сушіння та послідовності виробництва, можна уникнути пошкоджень під час пайки та інших етапів виробництва при підвищених температурах. Це також включає час перерви та періоди очікування, протягом яких друковані плати не захищені від вологи.
- Розташування друкованих плат у сушильній шафі
Окрім температури та часу сушіння, важливе саме розташування висушених друкованих плат, яке може бути навіть ключовою деталлю, що впливає на ефективність сушіння.
Якщо друковані плати сушать у купі, тим, що знаходяться всередині, потрібно більше часу, щоб досягти бажаної температури. У результаті ступінь висихання зменшується, чим глибше друкована плата розміщена в стопці. Відмінності в якості результату пайки можуть бути надзвичайно великими, від цілком правильних плат до розшарованих. Параметри процесу сушіння в стопці зазвичай стосуються плат, розміщених у центрі. З іншого боку, якщо плати сушити окремо у вертикальному положенні в лотку з прорізами, тоді кожен шматок можна швидко нагріти, десорбція може відбуватися оптимальним чином, і весь процес сушіння є більш ефективним.
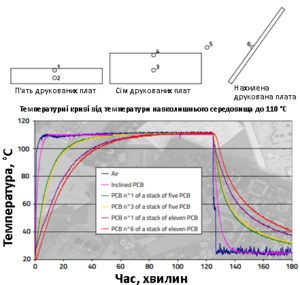
Малюнок 1: Температурні криві для 5 та 11 стопок, розміщених окремо на підставці
Чим вище стопка, а отже, чим більша її теплова маса, тим повільніше вона нагрівається. Цікаво, що різниця температур між внутрішнім і зовнішнім зразками досить мала.

Малюнок 2: Ступінь висихання друкованої плати у випадку щілинної підставки та стопок по 5 та 11 штук
Ефективність сушіння стопки з 5 плат трохи нижча, ніж сушіння їх окремо в лотку з прорізами, і результат для кожної плати є відносно однорідним. Однак вже у стопці з 11 плат є великі відмінності між окремими платами, наслідком чого має бути достатньо довгий час процесу, щоб також внутрішні плати достатньо висохли та отримати однорідний результат.
Також пам’ятайте про ризик деформації за високих температур, деякі приклади яких показано на малюнку 3:
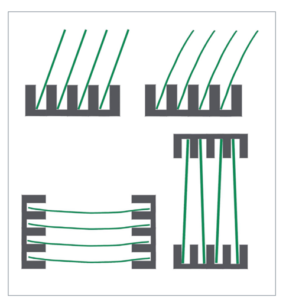
Малюнок 3: Різні компонування друкованих плат в стопці проявляють різні види деформації
Джерела, використані в тексті:
Moisture solubility and diffusion in epoxy and epoxy-glass composites, L.L.Marsh et.al., IBM J. RES. DEVELOP, Vol.28, No.6, Nov. 1984
PCB materials behaviour towards humidity and baking impact on wettability, Walter Horaud, Vincent Vallat, Solectron, 2003, S.4 ff
Umgang mit Starr-Flex, ein Anwenderbericht, FED Webinar, 10.3.2021, Esra Stoll, Basler
За матеріалами сайту https://tek.info.pl