
Чи існує строга математична формула для дизайну отвору, яка використовується для захисту від дефекту появи кульок між контактами корпусів елементів?
Дефект вільних кульок припою між контактними площадками корпусів компонентів
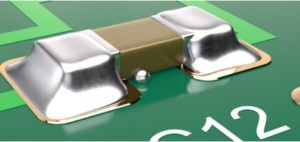
Дефект вільних кульок припою між контактними площадками корпусів компонентів. Джерело: Eliminating Mid-Chip Solder Balls: A Practical Guide to Understanding and Doing Away with this Common Defect © Henkel Electronic Materials LLC
Компанія AIM Solder визначає дефект утворення кульок (англійською balling) як появу численних маленьких кульок припою під корпусами елементів, таких як мікросхеми, пасивні компоненти й т.д. через вичавлення припою з-під корпусу і від контактної площадки та неможливість його повернення назад за рахунок поверхневого натягу під час пайки оплавленням.
Компанія також запропонувала три потенційні причини виникнення такого дефекту:
-
Окислена паста: у цьому випадку навколо кульок припою або з’єднань з’явиться сіре кільце.
-
Наявність пасти на друкованій платі: задовго до етапу оплавлення.
-
Профіль оплавлення: надто повільний на етапі підвищення температури.
Думка експертів щодо математичної формули
З іншого боку, Джорджіан Сіміон (Georgian Simion), незалежний консультант з процесу SMT, пише про потенційні причини утворення кульок:
«Вільні кульки припою є проблемою процесу, яка може мати багато причин. Конструкція отвору шаблону та його товщина – лише два з них. Я не думаю, що існує строге математичне правило, яке б дозволило уникнути утворення кульок, але застосування отворів та товщини шаблону, які відповідають розміру корпусу та дизайну, безумовно, є одним із способів уникнути цього дефекту. Також переконайтеся, що компоненти вільні від вологи та оксидів, що профіль оплавлення відповідає рекомендаціям виробника паяльної пасти, а нахил пікової фази не є достатньо крутим, щоб викликати швидке підвищення температури. Крім того, паяльна паста не повинна містити вологи: її слід дістати з холодильника за 24 години до використання і розмішати до відповідної в’язкості».
Рекомендації щодо проєктування отворів трафарету
Едітель Марієтті (Edithel Marietti), старший інженер з виробництва Northrop Grumman, також не вірить у точну формулу та пропонує деякі поради:
«Я не думаю, що існує математична формула для вирішення таких типів дефектів, але є кілька способів мінімізувати або повністю усунути дефект утворення кульок шляхом модифікації шаблону. По-перше, співвідношення площі отвору до площі контактної площадки не повинно бути 1:1, але отвір має бути приблизно на 10% меншим. Спробуйте використати шаблон плати-взірця, щоб спроектувати контактні площадки (мал.1) і використовуйте шаблон такої товщини, щоб не утворювався надлишок припою».
Дефект вільних кульок припою між контактними площадками корпусів компонентів. Джерело: Eliminating Mid-Chip Solder Balls: A Practical Guide to Understanding and Doing Away with this Common Defect © Henkel Electronic Materials LLC
Компанія AIM Solder визначає дефект утворення кульок (англійською balling) як поява численних маленьких кульок припою під корпусами елементів, таких як мікросхеми, пасивні компоненти й т.д. через вичавлення припою з під корпусу і від контактної площадки та не може повернутися назад за рахунок поверхневого натягу під час пайки оплавленням. Компанія також запропонувала три потенційні причини виникнення такого дефекту:
- – Окислена паста: у цьому випадку навколо кульок припою або з’єднань з’явиться сіре кільце.
- – Наявність пасти на друкованій платі: задовго до етапу оплавлення
- – Профіль оплавлення: надто повільний на етапі підвищення температури
З іншого боку, Джорджіан Сіміон (Georgian Simion), незалежний консультант з процесу SMT, пише про потенційні причини утворення кульок: «Вільні кульки припою є проблемою процесу, яка може мати багато причин. Конструкція отвору шаблону та його товщина – лише два з них. Я не думаю, що існує строге математичне правило, яке б дозволило уникнути утворення кульок, але застосування отворів та товщини шаблону, які відповідають розміру корпусу та дизайну, безумовно, є одним із способів уникнути цього дефекту. Також переконайтеся, що компоненти вільні від вологи та оксидів, що профіль оплавлення відповідає рекомендаціям виробника паяльної пасти, а нахил пікової фази не є достатньо крутим, щоб викликати швидке підвищення температури. Крім того, паяльна паста не повинна містити вологи: її слід дістати з холодильника за 24 години до використання і розмішати до відповідної в’язкості».
Едітель Марієтті (Edithel Marietti), старший інженер з виробництва Northrop Grumman, також не вірить у точну формулу та пропонує деякі поради: «Я не думаю, що існує математична формула для вирішення таких типів дефектів, але є кілька способів мінімізувати або повністю усунути дефект утворення кульок шляхом модифікації шаблону. По-перше, співвідношення площі отвору до площі контактної площадки не повинно бути 1:1, але отвір має бути приблизно на 10% меншим. Спробуйте використати шаблон плати-взірця, щоб спроектувати контактні площадки (мал.1) і використовуйте шаблон такої товщини, щоб не утворювався надлишок припою».
")
Шаблон отвору плати-взірця, надалі згадується як «корона». Джерело: © PCBboardassembly.com
Особливості утворення кульок припою
Явище виникнення вільних кульок припою під серединою корпусу компонента більш поширене для резисторів через те, що вони мають лудіння з трьох сторін і меншу площу пайки порівняно з конденсаторами (хоча конденсатори також можуть страждати від цього дефекту).
Дослідження Henkel Electronics
Компанія Henkel Electronics розробила окремий посібник щодо утворення кульок припою Eliminating Mid-Chip Solder Balls: A Practical Guide to Understanding and Doing Away with this Common Defect («Усунення кульок припою під корпусом: практичний посібник із розуміння та усунення цього поширеного дефекту»).
Як ми читаємо в документі, утворення кульок припою найчастіше відбувається між полюсами пасивних компонентів. Цей дефект виникає, коли припій вдавлюється під компонентом убік від контактної площадки та не може з’єднатися з рештою об’єму пасти під час пайки оплавленням, залишаючись під компонентом або виходячи з боку від нього.
Як і в цитованих раніше заявах експертів, у посібнику Henkel вказується на такі можливі причини дефекту:
-
надлишок паяльної пасти на контактній площадці;
-
погане оплавлення;
-
недостатнє змочування.
Вплив безсвинцевих припоїв
З переходом від SnPb до припоїв, що не містять свинець, зміна сплавів призвела до іншого підходу щодо усунення описаного дефекту.
В епоху свинцевих припоїв було прийнято зменшувати отвір, щоб контролювати об’єм пасти – нижчий поверхневий натяг припоїв SnPb сприяв більшому розтіканню припою.
Однак, оскільки матеріали, що не містять свинцю, мають вищий поверхневий натяг, ніж припої SnPb, дефект кульок став менш поширеним, заохочуючи відхід від техніки зменшення отворів, щоб не залишати оголену мідь.
Однак, коли почала поширюватися безсвинцева технологія, перші покоління матеріалів були вдосконалені новими типами флюсу, які дозволяли очищати поверхню від оксидів при вищих температурах, зменшували поверхневий натяг припоїв і сприяли кращому зволоженню.
Як ми читаємо в посібнику Henkel, незважаючи на вдосконалення формул безсвинцевих припоїв, проєктувальники протягом тривалого часу використовували занадто великі отвори, що породжувало виникнення великої кількості дефектів появи кульок припою.

Отвори типу «корона» та «U»
Щоб краще зрозуміти взаємозв’язок між розміром і типом компонента, принципами дизайну трафарету та властивостями паяльної пасти, а також наявністю кульок припою між полюсами мікросхеми, Henkel провів оцінку цих факторів, щоб визначити найкращий підхід до усунення цього дефекту.
Перший етап дослідження
Дослідження проводилося в два етапи. На першому етапі досліджували текучість матеріалу та зменшення отворів, на другому етапі аналізували характеристики паяльної пасти з точки зору оплавлення при різних температурах, змочуванні та ефективності перенесення.
Перша фаза показала, що зменшення кривої згину з’єднання, утвореного додаванням гелеутворювача або збільшенням вмісту металу в паяльній пасті, зменшує появу дефектів кульок припою між полюсами корпусу мікросхеми.
Було також показано, що зменшення внутрішньої стінки отвору також відіграло важливу роль.
Крім того, у посібнику вказується, що швидкість виходу з ладу резисторів вища, ніж конденсаторів. Швидше за все, це пов’язано з більшою площею паяної поверхні конденсаторів порівняно з резисторами: конденсатори луджені на п’яти поверхнях, а резистори – на трьох.
Більша площа змочуваної поверхні конденсаторів допомагає видалити припій з-під компонента під час пайки оплавленням.
Метод зменшення отворів також виявився важливим: отвори у формі «корони» або «U» є найбільш ефективними для зменшення дефектів кульок припою в центрі корпусів (мал.2).
Другий етап дослідження
Другий етап дослідження Henkel — вплив самої пасти на утворення дефекту.
Проаналізовано осадження припою при різних температурах, змочування матеріалу, схильність до коалесценції (злипання) та ефективність перенесення.
Для компонентів 0402 і 1206 було підтверджено, що існує сильна кореляція властивостей паяльної пасти з точки зору методу осадження, об’єму пасти та ступеня коалесценції припою.
Було показано, що пасти, що характеризуються чудовим перенесенням, кращою коалесценцією та мінімальним осадженням при високій температурі, можуть ефективно зменшувати дефекти паяльних куль.
Найефективніше рішення
Проте компанія Henkel вважає, що хоча властивості пасти є важливими, зменшення площі отвору за допомогою візерунка «U» або «корона» має найбільший ефект у зменшенні дефектів появи кульок припою під корпусом мікросхеми (мал.3).

За матеріалами сайту https://tek.info.pl