
Настанова з інноваційних рішень компанії LPKF для створення власних прототипів електронної апаратури у лабораторних умовах із численними прикладами та поясненнями включно виробництво друкованих плат представлена у цій публікації.
Перехід від розробки до готового прототипу за кілька годин, а також виконання на власному виробництві невеликих партій радіоелектронної апаратури «на вимогу» – все це можливо з обладнанням та технологіями компанії LPKF. Створення власних (inhouse) прототипів у лабораторних умовах, які відрізняються високою надійністю, може бути виконано у найкоротші терміни з мінімальним впливом на навколишнє середовище. Технічна інформація, що міститься в цій настанові, призначена для розкриття особливостей продукції компанії LPKF і містить орієнтований на практичне використання огляд інноваційних рішень цієї компанії для створення власних прототипів із численними прикладами застосування. Завдяки вичерпному набору методів та засобів створення та складання прототипів друкованих плат їх можна виготовляти безпосередньо розробниками радіоелектронної апаратури у лабораторних умовах. Для створення прототипів друкованої плати від ідеї до готового виробу компанія LPKF надає все необхідне обладнання, включно прикладне програмне забезпечення (ПЗ), що дає змогу перетворити розроблений виріб у діючий прототип.
За такою технологією на першому етапі плоттер або лазерна система ізолює провідникові (як правило, мідні) доріжки на діелектричному матеріалі підкладки друкованої плати.
На наступних етапах створюється друкована плата з електронними компонентами як завершений виріб.
Структурування друкованих плат. Плоттери ProtoMat, рис.1, для друкованих плат компанії LPKF є світовим стандартом з точності, гнучкості та простоти експлуатації.

Рис. 1. Плоттер ProtoMat S104
Ці плоттери фрезерують друковані плати та значно скорочують час виготовлення прототипів друкованих плат, що дозволяє суттєво зменшити час розробки нових електронних виробів. Високошвидкісні шпинделі зі швидкістю від 30 000 до 100 000 обертів за хвилину, механічна роздільна здатність до 0,25 мкм і надзвичайно висока повторюваність технологічних процесів гарантують, що найтонші структури плати можуть бути надійно створені включно для радіочастотних і мікрохвильових застосувань. Системи ProtoMat також можуть свердлити отвори для двосторонніх і багатошарових друкованих плат для монтажу електронних компонентів. Системи ProtoLaser забезпечують безконтактне структурування без механічних засобів і вже попередньо можуть бути налаштовані для багатьох типів підкладок і електропровідних шарів. Завдяки своїм можливостям при створенні друкованих плат на основі керамічних матеріалів для радіочастотних застосувань системи ProtoLaser не мають аналогів в світі. У цих системах точне лазерне структурування поверхні плати доповнюється операціями механічного свердління та різання завдяки додатковому шпинделю.
Технологія поверхневого монтажу (SMT-техно- логія), це технологія, за якою електронні SMD-ком- поненти встановлюються безпосередньо на поверхню друкованої плати. Процес виготовлення прототипу за SMT-технологією включає друк паяльною пастою, а також монтаж SMD-компонентів. Створення власних прототипів за SMT-технологією в лабораторних умовах економить час і гарантує, що результати оригінальної розробки залишаться недоступними для третіх сторін. Обладнання компанії LPKF забезпечує необхідну точність для виробів за SMT-технологією.
Свердління та обробка наскрізних отворів. Одним з етапів процесу є покриття наскрізних отворів. Системи ProtoMat або ProtoLaser, рис. 2, свердлять отвори в двосторонніх або багатошарових друкованих платах. Наскрізне покриття отворів може бути виконано шляхом гальванічного нанесення струмопровідної пасти або за допомогою технології клепки залежно від області застосування друкованих плат. Компанія LPKF пропонує професійні системи для всіх цих методів.

Рис. 2. Система ProtoLaser
Багатошаровість. Навіть багатошарові друковані плати можуть бути виготовлені у лабораторнихумовах за короткий період на професійному рівні. Система MultiPress S4 надає розробникам найсучасніший прес для багатошарового ламінування (включно з вакуумізацією) для використання у лабораторних умовах.
Відокремлення друкованих плат є ще одним процесом, який виконує система ProtoMat. Одна або кілька друкованих плат, які розташовані на базовій підкладці, можуть бути відокремлені за допомогою механічного фрезерного інструменту або оптичною системою ProtoLaser.
Паяльні маски. Використання паяльних масок часто є необхідним процесом SMT-технології. Нанесення паяльної маски на плату запобігає подальшому короткому замиканню та корозії друкованої плати. Система ProMask – це просте у використанні рішення для нанесення захисної маски. Система Legend Printing також пропонує екологічне та просте у використанні рішення для маркування компонентів друкованої плати або нанесення власного логотипу виробника.
Трафарети з паяльною пастою. Пасту для SMD-компонентів наносять на всі контактні площинки за допомогою трафарету з паяльною пастою. Трафарети для прототипу можна виготовити за допомогою системи ProtoMat або лазерної системи. Потім вони друкуються за допомогою спеціального трафаретного принтера, такого як ProtoPrint S4.
Монтаж SMD-компонентів. Монтаж SMD-ком- понентів на друкованій платі вимагає високої точності. Ручна та повністю автоматична система складання, така як ProtoPlace E4 або ProtoPlace S4, використовується для прототипів друкованої плати, де точне розміщення компонентів контролюється за допомогою системи камер або за допомогою комбінації камери та відповідного програмного забезпечення.
Пайка оплавленням. Останнім виробничим етапом створення прототипів за SMT-технологією є пайка оплавленням. Печі оплавлення ProtoFlow S4 нагрівають паяльну пасту з попередньо встановленими електронними компонентами і відрегульованими температурними профілями. Після затвердіння паяльної пасти компоненти з’єднуються з платою, в результаті чого отримуємо повністю готовий виріб.
Односторонні друковані плати. Основний матеріал односторонньої друкованої плати складається з електроізоляційної підкладки, покритої провідним матеріалом. Підкладки FR4 (армована скловолокном епоксидна смола) є найпоширенішими на сьогодні, а для провідного шару зазвичай використовується мідь. Мідний шар позначається в мікрометрах або у вазі міді в унціях на квадратний фут. Типова товщина шару становить 35 мкм (вага 1 унція). У деяких випадках поверхня міді покривається додатковим металом, наприклад, нікелем, оловом або золотом. Товщина підкладки FR4 коливається від 0.25 до 3.125 мм, а найбільш поширена товщина підкладки становить 0.8 або 1.6 мм.
Двосторонні друковані плати. Верхня та нижня поверхні двосторонніх друкованих плат (рис. 3) покриті провідниковим матеріалом (зазвичай міддю). Плоттери для друкованих плат компанії LPKF оснащені механічними довірчими системами або камерами для автоматичного визначення положення, які допомагають у свердлінні та фрезеруванні двосторонніх друкованих плат. Це гарантує, що структури провідникових доріжок з обох сторін плати збігаються.
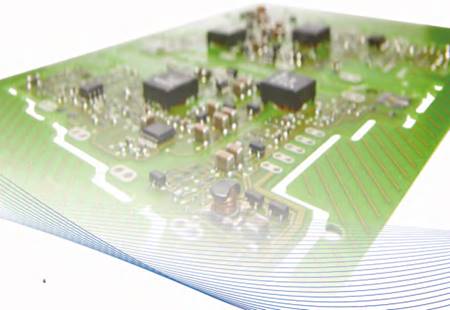
Рис. 3. Двостороння друкована плата
Кожна система ProtoLaser постачається з вакуумним столом і камерою опорного вирівнювання. Друкована плата не тільки механічно підтримує електронні компоненти, але й з’єднує їх через мережу провідників, забезпечує екранування від електромагнітних перешкод і розсіювання тепла. У все більш складному технологічному процесі в одному просторі доводиться розміщувати все більше і більше провідників і компонентів. Для цього при створенні прототипу пропонуються різні технічні рішення і підходи.
Багатошарові друковані плати. Системи ProtoMat і ProtoLaser забезпечують швидку розробку багатошарових друкованих плат (рис. 4). Вони можуть складатися з двосторонніх внутрішніх плат і одностороннього зовнішнього шару. Для електричного з’єднання шарів застосовуються отвори з покриттям.

Рис. 4. Багатошарова друкована плата
Плати для радіочастотних та мікрохвильових схем. Ці плати складаються з матеріалів зі спеціальними електричними та механічними властивостями (рис. 5), наприклад, полімерної смоли, армованої скловолокном. Підкладки типу RO4000® додатково містять керамічні частинки. Обробка поверхонь таких підкладок вимагає максимальної точності: плоттери ProtoMats із високою швидкістю шпинделя або лазерні плоттери ProtoLasers забезпечують точне виготовлення таких плат відповідно до вимог технічної документації.
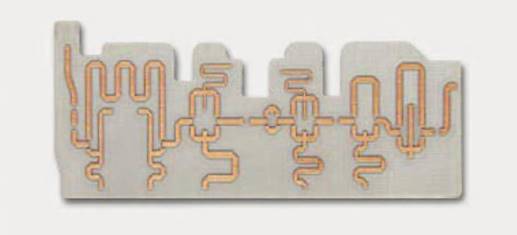
Рис. 5. Радіочастотна друкована плата
Гнучкі та жорсткі друковані плати. Гнучкі друковані плати (рис. 6) зазвичай виготовляються з поліімідних плівок із мідними провідниками. Жорсткогнучкі друковані плати утворюються шляхом об’єднання гнучких і жорстких підкладок. Процес виготовлення жорстких і гнучких друкованих плат подібний до процесу виготовлення багатошарових друкованих плат. Лазерне різання (випаровування) металевого шару виконується на гнучких підкладках за допомогою плотерів ProtoLasers.
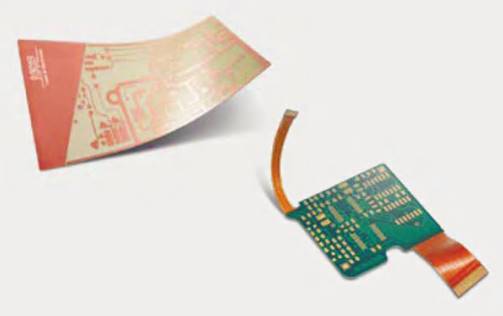
Рис. 6. Гнучка і жорстко-гнучка друковані плати
Програмне забезпечення (ПЗ) компанії LPKF Smart Prototyping Assistant. Під час інсталяції ПЗ CircuitPro може адаптувати етапи процесу у відповідності від кількості потрібних прототипів. ПЗ CircuitPro імпортує проєктні дані з систем CAD/EDA. Віртуальний експерт з планування процесу виробництва (Мастер) пропонує користувачеві ввести такі дані, як кількість шарів, тип матеріалу підкладки і вимоги до подальшої обробки. ПЗ спрощує створення друкованої плати за допомогою зрозумілих покрокових процедур.
Програмне забезпечення CircuitPro включає розширені алгоритми для механічного фрезерування або лазерної обробки металевого шару. Передбачена перевірка технологічних процесів, яка може бути виконана відповідним обладнанням. CAM ПЗ CircuitPro — це покоління потужного програмного забезпечення, яке гарантує потрібну точність обробки. ПЗ розроблене компанією LPKF і поєднує підготовку даних і управління обладнанням за допомогою однією програми. На наступному кроці ПЗ CircuitPro генерує у діалоговому вікні набір інструментів для ізоляції провідникових доріжок і створює контури друкованої плати.
Подальше управління проєктуванням бере на себе віртуальний експерт або майстер, який крок за кроком супроводжує користувача через увесь виробничий процес. Після переходу від перегляду технологічних операцій з CAM-процесу до вибору відповідного обладнання компанії LPKF ПЗ CircuitPro пропонує користувачеві ввести необхідні властивості матеріалу підкладки та визначає розташування обладнання над робочою поверхнею плати. Потім це відображається на віртуальній робочій поверхні плати на моніторі комп’ютера і з цього моменту можна починати процес її виробництва. На одній підкладці можна розташувати декілька друкованих плат.
Під час обробки плати віртуальний експерт підказує користувачеві, коли необхідне ручне втручання. Ці втручання можуть включати перевертання плати, покриття отворів або заміну інструменту. Якщо дані конкретного технологічного циклу будуть збережені, вони у любий час можуть бути доступними для запуску наступного технологічного процесу. Це дозволяє системам ProtoMats і ProtoLasers значно прискорити весь робочий процес.
Структурування та обробка друкованих плат. Після розробки топології друкованої плати ПЗ Circuit- Pro імпортує її для обробки поверхні плати. Залежно від конструктивних вимог можна вибрати потрібний метод обробки друкованої плати: механічний – шляхом фрезерування різними системами ProtoMat або оптичний – лазерними системами ProtoLaser.
Створення провідникових доріжок шляхом механічного фрезерування. За допомогою процесу фрезерування створюються зовнішній і внутрішній шари друкованої плати. При цьому провідний матеріал видаляється з ізоляційного шару за допомогою висо- кошвидкісного шпинделя та фрезерних інструментів. Чим вища швидкість, тим точніші інструменти можна використовувати для фрезерування. Це особливо корисно для радіочастотних та мікрохвильових застосувань. Двигуни шпинделя підтримують низьке биття, що забезпечує точне виготовлення провідникових доріжок, включно відстані між ними. Усі доріжки та місця пайки ізольовані за допомогою фрезерного інструмента. Це гарантує чистоту країв, що позитивно впливає на електричні властивості друкованої плати. Менші фрезерні інструменти використовуються лише в місцях з меншими відстанями. На початку процесу фрезерування глибина фрезерування встановлюється відповідно до глибини проникнення в матеріал діелектричної підкладки. Для регулювання глибини фрезерування можна використовувати різні методи: якщо встановлено автоматичну заміну інструментів, то інструменти для свердління та фрезерування автоматично замінюються в процесі виготовлення друкованої плати. Заміна інструменту поєднується з автоматичним регулюванням глибини фрезерування. При ручній заміни інструменту глибина фрезерування регулюється мікрометричним гвинтом. Термін служби різних інструментів зберігається у програмному забезпеченні. Попереджувальне повідомлення вказує, коли необхідна заміна інструменту. Шумопоглинаю- чий корпус плоттера мінімізує шум і забезпечує оптимальну безпеку праці в будь-якому робочому середовищі. Приклади друкованих плат, створених методом фрезерування, наведені на рис. 7, 8, 9.
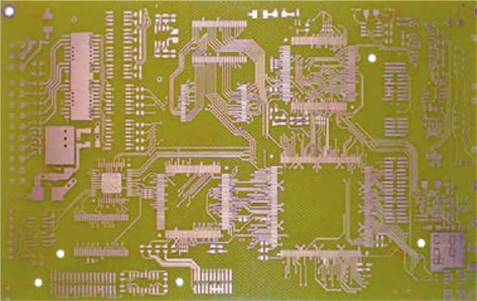
Рис. 7. Одношарова друкована плата
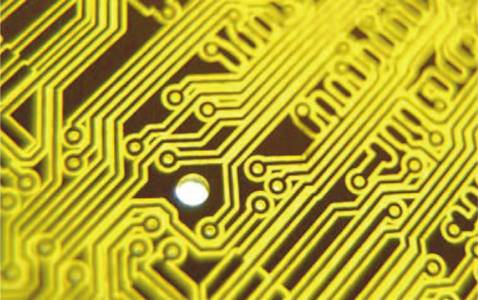
Рис. 8. Провідникові доріжки, створені методом фрезерування
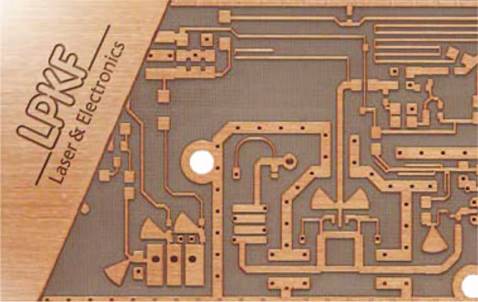
Рис. 9. Радіочастотна друкована плата
Лазерне структурування. Лазер забезпечує найкращі умови для прямого структурування друкованих плат з мідним покриттям. Висока точність характеризує лазерний процес для структурування радіочастотних прототипів. Лазерна мікрообробка забезпечує високу щільність енергії на найменшій площі, високі можливості фокусування та контроль параметрів лазера. Оскільки шари в композитних матеріалах мають різні пороги абляції (абляція – це видалення надлишкового металу з металевого шару шляхом випаровування), у лазерному структуруванні використовується запатентований процес цілеспрямованого випаровування або розшарування.
У структуруванні керамічних підкладок провідні металеві шари не розшаровуються, а випаровуються завдяки високій енергії лазера. Лазерне випаровування може досягати ізоляційних відстаней до 15 мкм. Для свердління та розділення товстих багатошарових друкованих плат рекомендується використовувати механічні інструменти. Системи ProtoLaser S4, U4 і R4 (рис. 10) також можуть свердлити лазером і різати до певних обмежень, залежних від матеріалу підкладки (рис. 11).
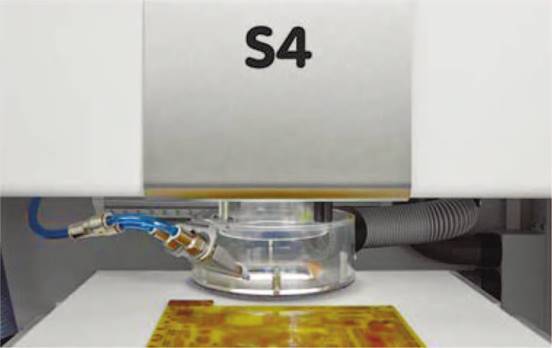
Рис. 10. Плоттер ProtoLaser S4
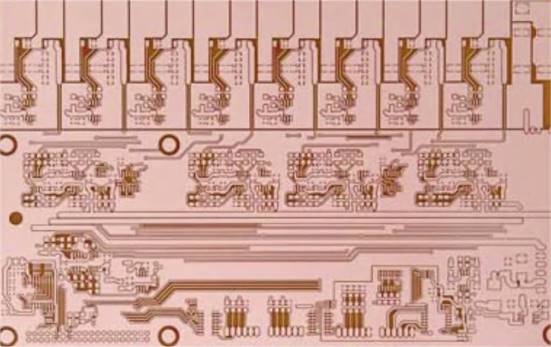
Рис. 11. Друкована плата з підкладкою FR4, вироблена плоттером ProtoLaser S4
Крім того, УФ-лазери незамінні для “сліпої” обробки плати. Плоттер ProtoLaser H4 забезпечує механічне свердління та фрезерування. Надзвичайно ефективне структурування схеми виконується за допомогою інфрачервоного лазера, а механічне свердління гарантує ідеально прямі та чисті отвори навіть на товстіших підкладках і багатошарових платах.
Програмне забезпечення. Програмне забезпечення CircuitPro CAM є основою для не дуже складної роботи з системами ProtoMats і ProtoLasers. Це ПЗ перетворює проєктні рішення зі звичайних програм в системи управління структуруван- ням, що дає змогу оптимізувати елементи компонування і забезпечує перевірку вимог до проєктуван- ня. Крім того, це ПЗ відшаровує провідниковий шар (як правило, мідь) з меншою енергією, щоб запобігти пошкодженню підкладки. Цей запатентований процес дозволяє використовувати лазер для прямого структурування друкованих плат зі швидкістю абляції до 12 см2 за хвилину.
Оскільки це має мінімальний вплив на матеріал підкладки, її виміряний опір ізоляції після процесу випаровування буде відповідати вимогам стандарту IPC TM 650. Все це дозволяє будь-якому користувачеві з легкістю створювати як окремі друковані плати, так і невеликі партії плат. Обладнання компанії LPKF ідеально підходить для високопродуктивних аналогових, цифрових, радіочастотних і мікрохвильових систем, рис. 11. Такі опції, як вакуумний стіл або система огляду, ще більше спрощують використання цього обладнання та зводять до мінімуму необхідне втручання користувача у технологічний процес.
Лазерна мікрообробка матеріалів. Лише поглинена енергія впливає на взірець друкованої плати. Лазерний промінь відрізняється від звичайного світла декількома основними ознаками. Він є монохроматичним і має малий розкид частот. У той же час велика кількість енергії зосереджена в активній зоні, рис 12, тісно пов’язаній з діаметром променя. Програмне забезпечення компанії LPKF дозволяє регулювати параметри лазера для різних типів друкованих плат. Довжина хвилі лазера, рис. 13, відрізняється залежно від випромінюючого лазерного джерела – це ключовий аспект широкого застосування лазера. Різні матеріали мають різні властивості поглинання. Чим вище поглинання матеріалу, тим більшу кількість енергії передає лазер. Компанія LPKF пропонує кілька моделей лазерних систем.
ProtoLaser для розробки друкованих плат. Лазерний промінь взаємодіє з металевим шаром підкладки трьома способами, а саме через:
- пропускання – це частина лазерного променю, що проходить крізь підкладку
- відбиття – це частина лазерного променю, відбитого підкладкою
поглинання – це лазерний промінь, який впливає на матеріал підкладки друкованої плати. Поглинена енергія збуджує електрони в матеріалі мішені. Це має три різні наслідки:
- хімічні зв’язки розриваються під впливом вхідної енергії лазера
- матеріал металевого шару плавиться або випаровується за рахунок енергії лазера
- висока енергія імпульсу випаровує матеріал (рис. 12).
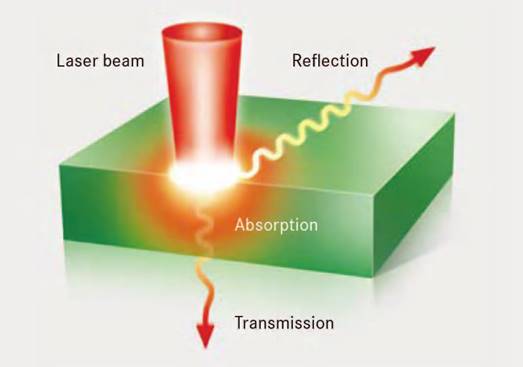
Рис. 12. На взірець впливає лише поглинена енергія лазера
Швидке лазерне випаровування з запатентованою обробкою компанії LPKF і з параметрами, що регулюються оператором, робить процес виготовлення прототипів друкованих плат економічно ефективним, швидким і надійним. Лазерна мікрообробка матеріалів є однією з основних досягнень компанії LPKF. Моделі ProtoLasers розрізають, свердлять і структурують тонкі багатошарові, жорсткі, жорстко- гнучкі та гнучкі друковані плати. Ці моделі надзвичайно точні, нешкідливі у використанні та високопродуктивні. Гравірування, надрізування та маркування були одними з типових застосувань для лазерних систем першого покоління. На сьогодні діапазон застосування таких систем суттєво розширився і зараз включає, наприклад, виготовлення невидимих мікроструктурованих взірців на плівках і скляних підкладках для сенсорних екранів. Мікро- обробка кераміки є одною з основних можливостей систем ProtoLaser. Використовуючи лазери з різною довжиною хвилі (рис. 13), їх можна застосовувати для прямого структурування шляхом випаровування провідникового покриття та для точного різання/надрізання матеріалу друкованої плати.
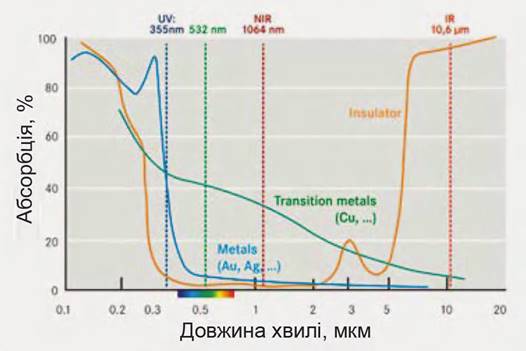
Рис. 13. Залежність рівня абсорбції від довжини хвилі лазерів і їх використання для різних технологічних процесів і матеріалів
ВИСНОВКИ
У статті викладені основні технологічні процеси виготовлення прототипів радіоелектронної апаратури в лабораторних умовах. На прикладі устаткування компанії LPKF для таки процесів розкриті особливості і переваги швидкого створення прототипів друкованих плат різної складності і різного призначення безпосередньо в лабораторіях, в яких розробляється радіоелектронна апаратура. Особливості сімейства багатофункціональних плоттерів компанії LPKF, а також методи створення фінішних виробів на базі такої технології будуть розглянуті у наступному номері журналу ЕКіС.
ПОСИЛАННЯ
https://www.lpkf.com/fileadmin/mediafiles/Down- load-Center/en/2_DQ_TechGuide_EN.pdf