
Развитие производства гибридных автомобилей и электромобилей предъявляет высокие требования к характеристикам литий-ионных аккумуляторных батарей. Кроме того, ионлитиевые батареи широко используются в портативных компьютерах, мобильных телефонах, цифровых камерах и других портативных устройствах. Однако к литий-ионным батареям для электромобилей, а отличие от портативных устройств, представляются высокие требования по электроемкости, которая уже сейчас составляет не менее сотен ампер-часов. Такие батареи могут состоять из множества элементов небольшой емкости и большой ем- кости. Число элементов может составлять несколько тысяч а масса их составляет 500 кг и более.
Технологический процесс производства литий- ионных аккумуляторных батарей представлены на рис. 1.
Сборка отдельных элементов в батарею и ее тестирование являются одним из узких мест в производственном процессе. Эти процессы определяют качество и срок жизни батареи. Сборка элементов в батарею может составлять десятки часов в зависимости от ее типа. Для полного разряда и заряда батареи, как правило используются ток, равный 0.1С, где С – емкость отдельного элемента. Конечная стадия технологического процесса, рис. 1, составляет 20-30% от стоимости батареи. При тестировании батареи, как правило, используется ток заряда, равный 1С и ток разряда, равный 0.5 С, причем процесс заряда-разряда занимает один и два часа соответственно. Отметим, что при тестировании батареи используется несколько циклов заряда-разряда.
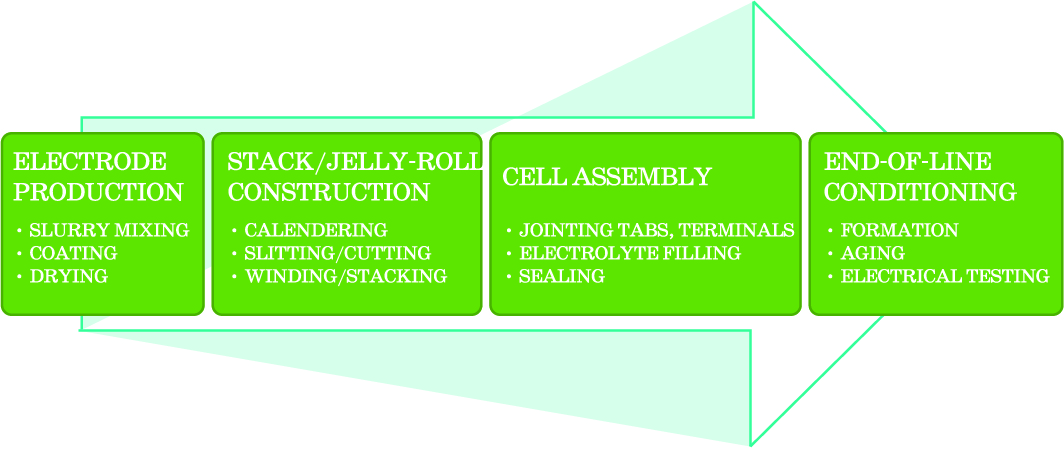
Рис. 1. Схема технологического процесса производства аккумуляторных батарей
Параметры тока и напряжения заряда-разряда батареи при тестировании поддерживаются с точностью не менее ± 0.5%. Для сравнения те же параметры для заряда аккумуляторных батарей в процессе эксплуатации поддерживаются на уровне ± 0.5%. На рис. 2 приведен типовой график цикла заряда-разряда литий-ионного аккумулятора.
При производстве аккумуляторных батарей необходимо учитывать следующие факторы, влияющие на продвижение их на рынок: КПД, точность параметров, стоимость, размеры, простоту эксплуатации. Для обеспечения высокой точности токов и напряжений при производстве аккумуляторных батарей разработчики используют линейные стабилизаторы напряжения для заряда-разряда батареи. Для батарей небольшой емкости это приемлемое решение, однако при производстве батарей большой емкости, как правило, используется импульсные источники тока заряда. Производительность при импульсной технологии при емкости батареи 3 А/час и более существенно выше чем при линейной технологии заряда-разряда. В табл. 1 приведены сравнительные параметры аккумуляторных батарей при разных технологиях тестирования.
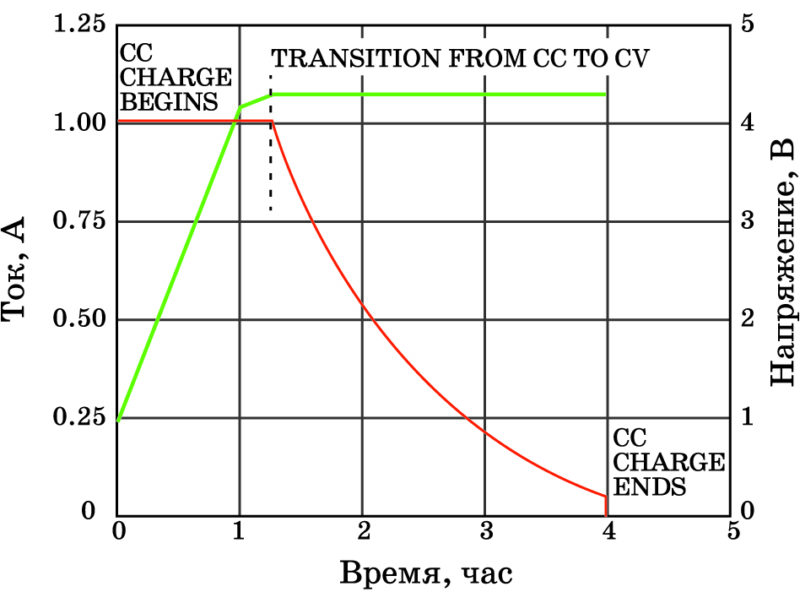
Рис. 2. Типовые циклы заряда-разряда
литий-ионного аккумулятора
Таблица 1. Сравнительные параметры аккумуляторных батарей при разных технологиях тестирования
| Размеры батареи |
Малые |
Средние |
Большие |
| Емкость, А/час |
меньше 2 |
10-15 |
30-100 |
| Применение |
мобильные телефоны, цифровые камеры, видеокамеры |
ноутбуки |
электромобили, гибридные автомобили, мотороллеры |
| Число каналов |
~ 512 |
~ 768 |
16-64 |
| Особенности |
малый температурный и временной дрейф напряжения |
высокая точность напряжения при изменении температуры и во времени |
высокая точность напряжения при изменении температуры и во времени, перераспределение токов |
| Технология тестирования |
линейная невысокая производительность |
линейная и импульсная |
импульсная, высокопроизводительная с раздельными циклами заряда-разряда |

Рис. 3. Импульсная система циклического заряда-разряда элементов литий-ионного аккумулятора
Лучшие методы тестирования заключаются в использовании разрядного тока одних элементов батареи для заряда других ее элементов. Такой эффективный метод тестирования невозможен без использования системы высокоточного управления и контроля. Структурные схемы реализации метода тестирования с раздельным циклом заряда-разряда представлены функциональной схемой, рис. 3. Разделение циклов может быть обеспечено тремя способами: между отдельными элементами батареи (красная цепь, рис.3), через шину постоянного тока (dc Link – зеленая цепь, рис. 3) и через электросеть (бордовая цепь, рис. 3). Это наиболее гибкое, недорогое и эффективное решение с К.П.Д. не менее 90 %. Однако контур управления как по току и напряжению должен иметь малую погрешность, быть стабильным во времени и при изменении температуры.
Для этого рекомендуется использовать принудительный отбор тепла. В связи с использованием импульсных стабилизаторов важно максимально ослабить пульсации в контуре управления и использовать предварительную калибровку параметров цепей заряда-разряда.

Рис. 4. Контуры управления по току и напряжению системы тестирования элементов литий-ионного аккумулятора
Как видно из рис. 4, система с раздельным циклом заряда-разряда имеет два контура управления – по току и напряжению. Для элементов питания, используемых в аккумуляторах электромобиля, важно обеспечить нарастание тока с большой скоростью, так как от скорости нарастания тока зависит стартовая скорость автомобиля. Система тестирования содержит четыре контура разряда-заряда: контур постоянного тока (constant current – CC) заряда, контур постоянного тока (СС) разряда, контур постоянного напряжения (constant voltage – CV) заряда и контур постоянного напряжения (CV) разряда. Эти контуры могут быть аналоговыми или аналого-цифровыми, рис. 5.

Рис. 5. Схема аналого-цифрового контура управления
Если в системе тестирования используется аналого-цифровой контур, он как в цепи заряда, так и в цепи разряда содержит АЦП, частота выборки которого не менее чем в 10 раз должна превышать верхнюю частоту частотного диапазона данного контура, что составляет не менее 250 кГц, а точность АЦП должна быть не менее 16 бит, так как от точности АЦП зависит точность тестирования элемента батареи. Таким образом, в многоканальной системе тестирования используется множество АЦП и микроконтроллер с высокой производительностью для генерации ШИМ-сигналов, управляющих процессами заряда-разряда. К такому контуру предъявляются высокие требования к качеству ШИМ-сигналов. Дрожание фронтов таких сигналов должно быть сведено к минимуму.
Альтернативной аналого-цифровому контуру является аналоговый контур управления (рис. 6).
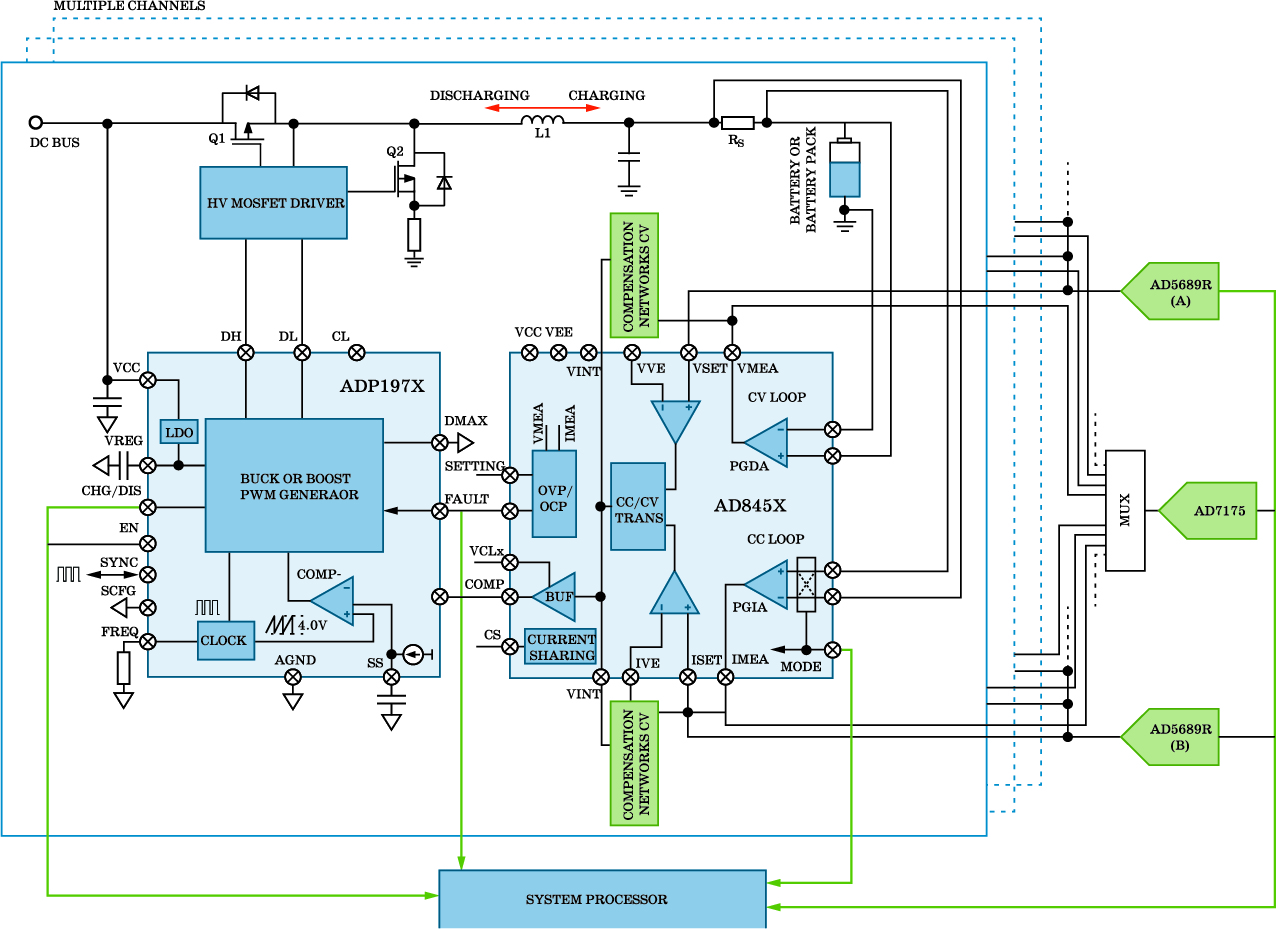
Рис. 6. Схема аналогового контура управления
В этом контуре два ЦАП задают контрольные значения токов и напряжений заряда (разряда). Прецизионный аналоговый интерфейс и контроллер поддерживают процесс измерения токов и напряжений на батарее и обеспечивают сравнение текущих значений с контрольной (CV) точкой. Контуры напряжений и токов (СС) заряда (разряда) задают цикл работы MOSFET-ключа. При переходе от режима заряда к режиму разряда входы усилителя, подключенные к шунту Rs, меняются местами с помощью переключателей, т.е. при изменении направления токи в шунте выходное напряжение соответствующего усилителя не меняет свой знак. Управление переключателями входов осуществляется внешним логическим сигналом. Для мониторинга напряжений и токов заряда-разряда используется АЦП со средними параметрами, т.к. он не участвует в работе контуров заряда-разряда и к нему не предъявляются жесткие требования в сравнении с теми, которые предъявляются к АЦП в составе аналого-цифрового контура управления. То же самое относится и к ЦАП аналоговой системы тестирования. В ней используется только один контур, к которому не предъявляются жесткие требования как к узлу в составе собственного контура управления. ИMC ADP1972 формирует ШИМ-сигналы для управления драйвером ключа заряда-разряда батареи. Генератор является аналоговым узлом и дрожание фронтов импульсов в нем практически отсутствует. Сравнительная таблица параметров аналого-цифрового и аналогового контуров управления приведена ниже.
Для обеспечения высокой точности системы тестирования с аналоговыми контурами управления процессами заряда-разряда используется предварительная калибровка.
Таблица 2. Сравнительные характеристики аналогового и аналого-цифрового контуров управления
|
Тип Параметры |
Аналого-цифровой контур | Аналоговой контур |
Преимущества аналогового контура |
| Частотный диапазон |
20 кГц, АЦП с частотой выборки 250 кГц |
Полоса усилителя 1.5 МГц, Ку = 66 |
Более высокая скорость тестирования |
| Погрешность |
0.05%, зависит от точности АЦП |
0.04%, зависит от точности аналогового контура | Более высокая точность |
| Частота коммутации |
Зависит от производительности, наличие дрожания фронтов |
Свыше 300 кГц, зависит от быстродействия генератора ШИМ-сигналов, дрожание фронтов отсутствует |
Ниже стоимость реализации |
| Производительность |
Зависит от соотношении частот повышающего и понижающего стабилизаторов |
90% |
Более высокая производительность |
| Сложность и стоимость
компонентов |
Дорогие, большой сложности, большие размеры |
Недорогие, простые, с малыми размерами |
Меньшие размеры, ниже стоимость |
| Совместное использование
АЦП в контурах |
Невозможно, дорогой биполярный АЦП |
Возможно, недорогой однополярный АЦП |
Ниже стоимость АЦП, возможно совместное использование |
| Обобщенная характеристика |
Дорогие ИMС, сложное программное обеспечение |
Недорогие ИMС, специальное программное обеспечение отсутствует |
Недорогой, более высокие параметры |
Однако погрешности, которые являются результатом температурного или временного дрейфа, в процессе калибровки устранить невозможно. Анализ погрешностей, вызванных температурным дрейфом в диапазоне 25 + 10 °С, для каждого элемента аналоговых контуров управления по току и по напряжению (рис. 6), рассмотрен в оригинальном тексте статьи. Из него следует, что в контуре управления по току наибольшую температурную погрешность вносят шунт и температурный дрейф напряжения смещения нуля усилителя, причем суммарный дрейф контура составляет 0.039%. в контуре управления по напряжению составляющие температурной погрешности распределены равномерно между компонентами, причем суммарная температурная погрешность контура не превышает 0.015%.
Время калибровки одного канала батареи составляет несколько минут, однако, если число каналов более 100, а температура за это время может существенно измениться, то калибровка может составить неоправданно большой интервал времени. Для сокращения времени на проведение калибровки следует, во-первых, по возможности поддерживать постоянство температуры в помещении, в котором тестируют аккумуляторные батареи, и, во-вторых, выбирать компоненты для системы тестирования, в частности, для контуров управления с минимальным температурным дрейфом основных параметров.
Используемый в контуре управления аналоговый интерфейс AD8450 поддерживает перераспределение токов при тестировании элементов батареи большой емкости. Например, если в батарее имеется три канала напряжения 5 В с выходным до 20 А, можно их объединить в один канал стоком в 60 А. для этого к ИMC AD8450 необходимо добавить несколько пассивных компонентов.
ВЫВОДЫ
1. Системы тестирования аккумуляторных батарей для электромобилей отличаются высокой сложностью, причем стоимость процесса тестирования может достигать 20% от стоимости батареи.
2. Для упрощения, снижения стоимости и повышения производительности систем тестирования аккумуляторных батарей для электромобилей используются аналоговые системы управления и контроля, выполненные на основе аналоговых интерфейсов семейства AD845х и генераторов ШИМ-сигналов семейства ADР197х компании Analog Devices.
3. Такие системы имеют КПД не менее 90% и погрешность не более 0.05%.