
У другій частині статті ми зосередимося на процесі поверхневого монтажу та коментарях виробника BGA-корпусів щодо друку, розміщення та пайки компонентів.
Інструкції щодо трафарету
Загальне правило при розробці трафаретів для BGA-корпусів полягає в тому, що співвідношення розміру отвору до площі на платі має бути 1:1. Для BGA рекомендується трафарет із круглими або квадратними отворами. Щоб покращити вивільнення пасти, можна використовувати позитивну конусність (кут 5°) з нижнім отвором, більшим за верхній. Щоб досягти гарних характеристик друку BGA співвідношення діаметра отвору до товщини трафарету повинно бути принаймні 3:1 (більші отвори забезпечують кращу якість друку). Дизайн трафарету повинен відповідати рекомендаціям стандарту IPC щодо трафаретів IPC7525B, як показано в таблиці 1.
Таблиця 1: Загальні рекомендації щодо розробки трафаретів для BGA.
| Тип компонента | Крок | Розмір контактної площадки | Розмір апертури | Діапазон товщини трафарету | Діапазон співвідношення площ | Паста для паяння |
| BGA | 1.25 | Коло, 0.55 | Коло, 0.52 мм | 0.15-0.2 мм | 0.65-0.86 | Тип 3 |
| BGA з малим кроком | 1.00 | Коло, 0.45 | Квадрат поверх друку 0.42 мм | 0.115-0.135 мм | 0.65-0.76 | Тип 3 |
| BGA з малим кроком | 0.50 | Коло, 0.25 | Квадрат поверх друку 0.28 мм | 0.075-0.125 мм | 0.56-0.93 | Тип 3 |
| BGA з малим кроком | 0.40 | Коло, 0.20 | Квадрат поверх друку 0.23 мм | 0.075-0.100 мм | 0.56-0.75 | Тип 3 |
Поради щодо друку паяльної пасти
Для поверхневого монтажу можна використовувати пасту на водній основі або пасту, яка не потребує очищення. Ключовими параметрами пасти, що використовується, є склад сплаву, температура плавлення сплаву, тип/розмір порошку припою, тип флюсу, активність флюсу, реологія та довговічність пасти.
Типи паяльних паст, типовий розмір порошку припою та їх класифікація наведені в таблиці 2. Правильний вибір паяльної пасти слід робити залежно від застосування та кроку BGA. Компанія AIM досягла хороших результатів поверхневого монтажу, використовуючи пасту типу 3, яка вимагає відмивання залишків флюсу водою, або пасту що не потребує відмивання і яка відповідає ROL 0 згідно зі стандартом J-STD-004
Таблиця 2: Типи паяльних паст залежно від розміру кульок.
| Тип пасти | Розмір сітки (ліній на дюйм) | Розмір частинок (мкм) |
| Тип 2 | -200/+352 | 75-45 |
| Тип 3 | -325/+500 | 45-25 |
| Тип 4 | -400/+635 | 38-20 |
| Тип 5 | -500 | 25-25 |
| Тип 6 | -635 | 15-5 |
Щоб забезпечити хороший контакт між кулькою припою та площадкою друкованої плати, на етапі друку потрібен оптимальний об’єм нанесення паяльної пасти. Одними з важливих параметрів у етапах друку є швидкість ракеля, сила притискання ракеля до трафарету, швидкість відриву тощо.
Під час друку паяльною пастою слід враховувати деякі фактори:
- Точний обсяг паяльної пасти
- Ідеальне вирівнювання та точність трафарету
- Належне очищення трафарету, щоб запобігти засміченню отворів
Поради для етапу встановлення компонентів P&P
Оскільки відстань між кульками на BGA-корпусі зменшується, точніше розташувати компонент стає дедалі важливішим. Компанія АІМ рекомендує, щоб принаймні 80% діаметра кульки знаходилось у світлі контактної площадки на друкованій платі, щоб допомогти максимізувати самостійне позиціонування BGA під час етапу оплавлення.
Інструкції щодо етапу пайки оплавленням
Профіль температури оплавлення є одним із найважливіших факторів у поверхневому монтажі та має бути ідеально налаштований, щоб забезпечити надійний процес формування паяного з’єднання. Зауважте, що фактична температура друкованої плати та/або компонентів відрізнятиметься від налаштувань печі оплавлення та залежатиме від кількох факторів, у тому числі розміру друкованої плати, теплової маси системи, щільності розміщення компонентів, типу печі та типу припою. Інші параметри оплавлення, такі як швидкість нагріву, час витримки та швидкість охолодження, слід вибирати в залежності від активності/хімічного складу флюсу, що використовується, а також з урахуванням рекомендацій виробника пасти.
Щоб переконатися, що бажана температура досягається на всіх ділянках друкованої плати, рекомендується правильно вимірювати температуру в її ключових точках і на компонентах. Типові приклади профілю оплавлення показані на малюнку 1 з піковими температурами 260 °C, 235 °C і 220 °C, залежно від застосування та типу паяльної пасти, що використовується.
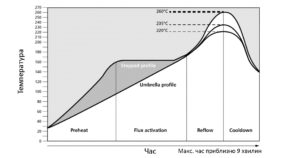
Малюнок 1: Типові приклади профілю пайки оплавленням.
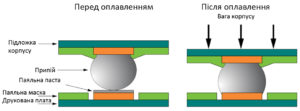
Малюнок 2: Кульки припою до та після етапу оплавлення.
Очищення друкованої плати
Після процесу поверхневого монтажу на друкованій платі та навколо паяного з’єднання можна виявити залишки флюсу, які можуть пошкодити друковану плату або компоненти, якщо їх не видалити. Якщо для монтажу SMT використовувалася паяльна паста, що не потребує очищення, залишки флюсу не потрібно очищати після процесу пайки. Для BGA-корпусів з меншим кроком і низьким кліренсом, як правило, рекомендується використовувати паяльну пасту, яка не потребує очищення, наприклад, пасту М8 фірми АІМ, через складність потрапляння очищувача під нижню частину корпусу. Якщо флюс, який використовується для поверхневого монтажу, потребує очищення, вибір процесу очищення та розчину для очищення залежить від типу корпусу, топографії друкованої плати та флюсу (на основі каніфолі або води).
Також рекомендується повністю висушити друковану плату після процесу очищення, щоб видалити будь-які залишки розчинників.
Якщо під час повторної обробки або ручного паяння використовуються паяльні пасти, що не потребують очищення, залишки неактивованого флюсу можуть спричинити корозію, тому друковану плату слід ретельно перевірити.
За матеріалами сайту https://tek.info.pl