
Рост количества отходов, содержащих электронные компоненты, создает новые проблемы при их утилизации . Согласно опубликованным данным в странах Европейского сообщества в 1998 году общее количество отходов электроники составило примерно 6 миллионов тонн, и эта цифра ежегодно увеличивается на 3-5 %. Можно подсчитать, что удвоение количества отходов будет происходить примерно каждые 12 лет. В 1998 году из-за сжигания отходов в окружающую среду попало 36 тонн ртути и 16 тонн кадмия, а также большое количество диоксина и фурана.
Растущая опасность загрязнения окружающей среды вынудила Европейский парламент разработать директивы, направленные на уменьшение использования вредных веществ в промышленности и увеличение процента их рециркуляции из отходов электроники. Эти директивы касаются всего жизненного цикла изделий от их разработки и изготовления до утилизации с рециркуляцией содержащихся в них материалов.
Один из основных пунктов директивы RoHS налагает запрет на использование в электронной аппаратуре, выпущенной на рынок после 1 июля 2006 года, вредных для здоровья человека и окружающей среды веществ. Это касается не только свинца, но и таких веществ, как кадмий, ртуть, шестивалентный хром, а также пламезамедляющих соединений, содержащих полибромдифенил (PBB) или его эфир (PBDE). Однако, среди них именно свинец играет в электронной промышленности главную роль. Припои на его основе имеют важное преимущество: более низкую, чем у не содержащих свинец припоев, температуру плавления (для эвтектического сплава Sn63/Pb37 она составляет 183 °С). Это упрощает пайку компонентов. Переход на припои, не содержащие свинец (“leadfree”-припои), вынуждает производителей выполнять пайку при более высокой температуре, что потребует про- ведения ряда изменений на всех этапах создания и производства аппаратуры: от приобретения компонентов и разработки изделия до изменений в техно- логии изготовления и методах испытаний .
Компоненты. Покрытия выводов компонентов не должны содержать свинец. Наиболее приемлемой заменой оловянно-свинцовым покрытиям может служить олово, хотя существуют некоторые опасения из-за его склонности образовывать “усики” или “вискеры” (длинные нитевидные кристаллы толщиной несколько микрон). Сторонники применения олова утверждают, что их образование является результатом процесса покрытия выводов компонентов, а не свойством олова. Во всяком случае, этот вопрос требует дополнительного исследования.
Несмотря на то, что в продаже имеется ряд компонентов с выводами, покрытыми сплавами, не содержащими свинец (например, сплавами никель-палладий, никель-золото или палладий-никель-золото), выбор их ограничен. Может случиться, что необходимый компонент имеется лишь у одного производителя или его нет вовсе. К тому же, срок поставки компонента может быть слишком длительным. Поэтому разработка изделия должна вестись с учетом наличия необходимых компонентов на рынке и возможности их поставки в приемлемые сроки. Кроме того, во избежание их смешивания с компонентами, предназначенными для пайки оловянносвинцовыми припоями, в переходный от одних припоев к другим период, хранить их следует отдельно, что по- требует дополнительных складских помещений.
Также недостаточно информации о поведении новых компонентов в условиях повышенных температур.
Так, при этих температурах возрастает значение фактора, обозначаемого как MSL (Moisture Sensitivity Level – степень чувствительности к влаге) и характеризующего скорость проникания влаги внутрь компонента при его хранении во влажной среде. Наличие влаги внутри компонента приводит к возрастанию давления водяных паров в его корпусе при резком нагревании во время пайки, что может вызвать нарушение его герметичности. В результате из-за ускорения процессов коррозии срок службы такого компонента резко сокращается. Поэтому при переходе к повышенным температурам пайки следует обратить особое внимание на тщательное соблюдение правил хранения компонентов, а также на необходимость их прогрева перед пайкой при длительном хранении вне защитной упаковки.
Печатные платы. Существует несколько способов защиты площадок печатных плат. Вместо оловянно-свинцового покрытия для этой цели можно использовать золото, серебро, олово, органические покрытия. Следует определить оптимальный способ покрытия, принимая во внимание такие факторы, как срок хранения, смачиваемость, стоимость и др. Следует также быть уверенным, что нагрев материала плат до температуры пайки не вызовет его коробления. Стеклотекстолит FR-4, широко применяемый для изготовления плат, может быть использован в большинстве случаев и при повышенных температурах.
В связи с тем, что с повышением температуры пайки увеличивается относительное удлинение плат и компонентов, возможно, появится необходимость скорректировать документы, определяющие правила разработки печатных плат. Однако, там, где возможно, следует все же максимально придерживаться рекомендаций руководящих документов, что позволит сократить число непредсказуемых случайностей.
Припой и флюс. Несмотря на большое количество исследований, сравнительных данных о поведении бессвинцовых припоев недостаточно. Большинство производителей ориентируются на применение припоев из сплава олова с серебром. Возможно, со временем будет определен оптимальный состав припоя.
Основным требованием остается совместимость всех составляющих технологического процесса (покрытия выводов компонентов, используемых припоев и флюсов, а также покрытия печатных плат) для обеспечения необходимой надежности изделия. Параметры некоторых из бессвинцовых припоев приведены в таблице.
Состав и температура плавления бессвинцовых припоев
| Состав припоя | Температура плавления, ℃ |
| Sn/0.7Cu | 227 |
| Sn/3.5Ag | 222 |
| Sn/4.0Ag/0.5Cu | 217 |
| Sn/3.4Ag/0.7Cu | 217 |
В работе приведены результаты исследований надежности паяных соединений с использованием бессвинцовых припоев для монтажа микросхем с матричным расположением выводов. В ней показано, что большинство бессвинцовых припоев образуют соединения, обладающие большей устойчивостью при воздействии температурных циклов, чем оловянно-свинцовые припои. Исключение составляет сплав Sn/Cu, характеристики температурной усталости которого оказались хуже, чем других припоев. Эти данные справедливы для температурных циклов от 0 до 100 °С. Однако при термоциклировании от -40 до 125 °С различие в устойчивости оловянно-свинцовых и бессвинцовых припоев уменьшается.
Состав флюса следует выбирать, исходя из его применимости для конкретного технологического
процесса. При этом следует учитывать температуру его активации, совместимость с припоем, а также свойства, влияющие на надежность соединения, такие как поверхностное сопротивление изоляции, электромиграция и др. Имеется ряд сообщений о том, что бессвинцовые припои обладают худшей текучестью, чем оловянно-свинцовые. Для повышения их текучести вместо спиртсодержащих флюсов рекомендуется использование водоотмываемых, соответствующих этим припоям по температуре активации.
Особенности процесса пайки
Паяльная паста. Сроки хранения бессвинцовых паст должны быть меньше, чем оловянно-свинцовых. Следует также более тщательно соблюдать условия их хранения. В осталом правила их применения идентичны принятым для оловянно-свинцовых паст. Так, например, не следует хранить их при повышенной температуре и влажности. Перед пайкой их температура не должна отличаться от температуры окружающей среды. Если при использовании оловянно-свинцовых паст соблюдается технология и получаются хорошие результаты, то можно надеяться, что при переходе к бессвинцовым пастам проблем будет немного.
Процесс нанесения паяльной пасты не требует больших изменений. Однако, для компенсации худшей смачиваемости бессвинцовых припоев, возможно, потребуются некоторые изменения трафарета.
Пайка оплавлением. В отличие от оловянно-свинцовых припоев, для которых максимальная температура профиля пайки составляет 210-220 °C, для бессвинцовых припоев она должна быть увеличена до 235-260 °C. Большинство современных паяльных печей могут обеспечить такую температуру.
Однако необходимо убедиться в том, что профиль пайки будет соблюдаться с достаточной точностью и, что не менее важно, разность температур различных участков платы будет достаточно малой.
Последнее условие трудно выполнимо в печах с инфракрасным нагревом. Для улучшения управления профилем пайки желательно оборудовать печь приспособлениями для пайки в азотной среде.
В некоторых случаях модернизация печи не даст желаемого результата и ее лучше заменить. Например, в некоторых конвекционных печах устройства управления расположены слишком близко к нагревательной камере и при повышении температуры пайки могут выйти из строя из-за перегрева.
С целью улучшения смачиваемости желательно подобрать оптимальный профиль пайки. Возможно, для этого потребуется использовать принудительное охлаждение или модернизировать паяльное оборудование. Рекомендуется использовать профиль RTS (Ramp-to-Spike), имеющий постоянную скорость нарастания температуры (рис. 1). Он обеспечивает лучшую смачиваемость и меньшую тепловую нагрузку на компоненты, чем широко используемый профиль RSS (Ramp-Soak-Spike), имеющий участок с медленным нарастанием температуры для обеспечения прогрева компонентов.

Рис. 1. Профиль пайки RТS
Повышенная температура пайки может стать причиной появления непропаяных участков, т. к. повышение температуры спаиваемых поверхностей вызывает ускорение процесса их окисления и соответствующее ухудшение смачиваемочти припоем и качества пайки. Для того, чтобы минимизировать их количество, следует подобрать оптимальный состав паяльной пасты. Сокращение числа таких участков также достигается при использовании предложенного фирмой AIM про- филя пайки LSP (Long Soak Profile), показанного на рис. 2.
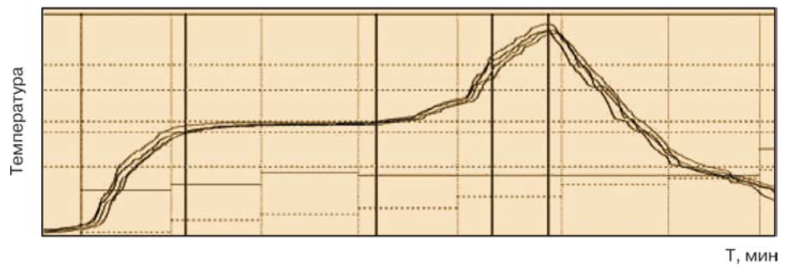
Рис. 2. Профиль пайки LSS, используемый для уменьшения числа непропаяных участков
При этом ускоряется испарение растворителей, входящих в состав паяльной пасты, что способствует повышению качества пайки .
Скорость охлаждения плат также следует оптимизировать. Большая скорость охлаждения улучшает кристаллическую структуру припоя, однако отрицательно влияет на компоненты. Кроме того, от скорости охлаждения зависит производительность паяльной печи.
Пайка волной. При пайке волной температура ванны достигает 260-275 °C. При таких температурах контактирующие с припоем детали, изготовленные обычно из нержавеющей стали, изнашиваются быстрее из-за их постепенного растворения в горячем припое. Поэтому, чтобы увеличить срок их службы до 2-3 лет, эти детали следует заменить чугунными или нанести на них защитное покрытие.
При повышенной температуре пайки ускоряется и растворение меди в припое, поэтому следует более тщательно контролировать степень загрязнения припоя содержащимися в нем примесями.
Ремонт. Персонал, выполняющий ремонт электронных узлов, должен быть обучен пайке бессвинцовыми припоями, так как их текучесть меньше, чем оловянно-свинцовых припоев.
Состав припоя, используемого при ремонте электронных узлов, должен быть аналогичен тому, который применялся при их изготовлении.
Контроль качества паяных соединений. Из-за различной кристаллической структуры внешний вид соединений на основе бессвинцовых припоев отличается от соединений, в которых используются оловянно-свинцовые припои. Если поверхность последних выглядит светлой и блестящей, то по- верхность пайки бессвинцовым припоем, как правило, серая и матовая. К тому же форма этих соединений неодинакова из-за различий в способности бессвинцового припоя смачивать спаиваемые поверхности (рис. 3).

Рис. 3. Контактная площадка, неполностью покрытая бессвинцовым припоем Sn/Cu
Поэтому для правильной оценки качества соединений необходимо обучение персонала.
Выводы. Переход на не содержащие свинец припои является сложной, дорогостоящей, но осуществимой задачей. Для ее выполнения необходимо наличие достаточного объема экспериментальных данных, а также четкое осознание своих задач каждым из участников этого процесса на всех его.
Пайка волной. При пайке волной температура ванны достигает 260-275 °C. При таких температурах контактирующие с припоем детали, изготовленные обычно из нержавеющей стали, изнашиваются быстрее из-за их постепенного растворения в горячем припое. Поэтому, чтобы увеличить срок их службы до 2-3 лет, эти детали следует заменить чугунными или нанести на них защитное покрытие.
При повышенной температуре пайки ускоряется и растворение меди в припое, поэтому следует более
тщательно контролировать степень загрязнения припоя содержащимися в нем примесями.
Ремонт. Персонал, выполняющий ремонт электронных узлов, должен быть обучен пайке бессвинцовыми припоями, так как их текучесть меньше, чем оловянно-свинцовых припоев.
Состав припоя, используемого при ремонте электронных узлов, должен быть аналогичен тому, который при менялся при их изготовлении.
Контроль качества паяных соединений. Из-за различной кристаллической структуры внешний вид соединений на основе бессвинцовых припоев отличается от соединений, в которых используются оловянно-свинцовые припои. Если поверхность последних выглядит светлой и блестящей, то по- верхность пайки бессвинцовым припоем, как правило, серая и матовая. К тому же форма этих соединений неодинакова из-за различий в способности бессвинцового припоя смачивать спаиваемые поверхности (рис. 3).
Поэтому для правильной оценки качества соединений необходимо обучение персонала.
Выводы. Переход на не содержащие свинец припои является сложной, дорогостоящей, но осуществимой задачей.
Для ее выполнения необходимо наличие достаточного объема экспериментальных данных, а так- же четкое осознание своих задач каждым из участников этого процесса на всех его стадиях: от приобретения компонентов и разработки печатных плат до подготовки оборудования и изготовления изделия.