
Рассуждения о том, что при пайке микросхем в корпусах BGA возникают проблемы с паяемостью, обычно воспринимаются с недоверием. Представляется, что это скорее касается компонентов в керамических корпусах с тугоплавкими сферическими или матричными столбиковыми выводами.
Однако, пайка микросхем с выводами, выполненными из бессвинцовых припоев, также может вызвать проблемы на стадии первоначального их применения. Ниже описан простой метод, позволяющий оценить степень смачиваемости выводов (высоту и площадь смачивания контакта припоем), которую иными методами (рентгеновскими или оптическими) определить довольно сложно.
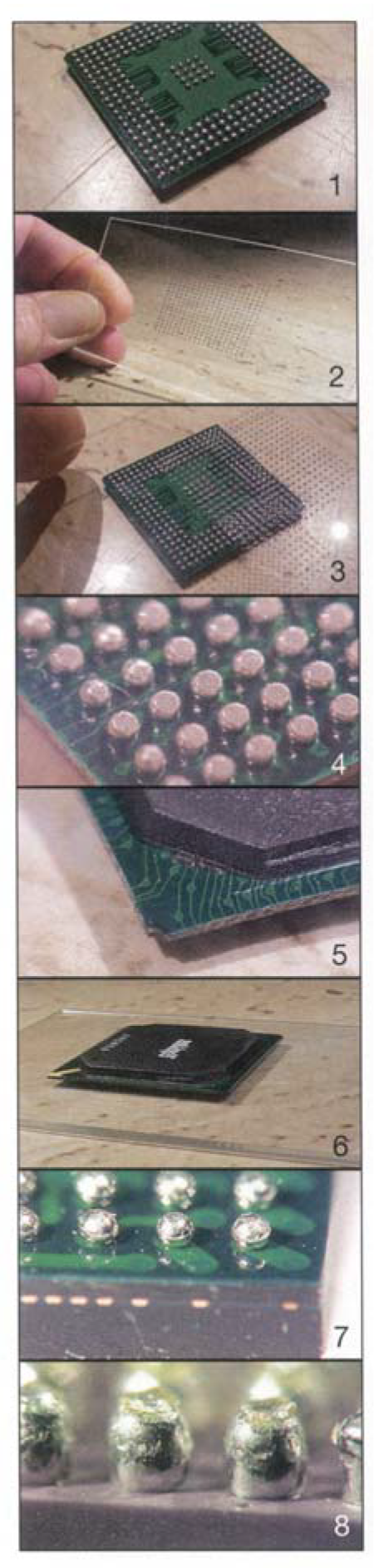
Для оценки паяемости выводов корпусов BGA паяльную пасту наносят вручную с помощью трафарета на тонкое предметное стекло, используемое обычно для исследований под микроскопом и имеющее толщину около 1.2 мм. Такие стекла, как правило, дешевы, хорошо выдерживают пайку оплавлением и не трескаются. Трафарет должен соответствовать испытуемому корпусу BGA, неиспользуемые апертуры закрывают клейкой лентой. Корпус BGA размещают на ровной поверхности выводами кверху. Подносят к нему стекло с обращенными вниз отпечатка- ми пасты и, совместив их с выводами, накладывают его на корпус. Перевернув стекло с приклеенным корпусом (если используется тяжелый керамический корпус, необходимо соблюдать осторожность, чтобы он не сдвинулся с места), помещают его на печатную плату тех же размеров, что и плата, на которую монтируется этот корпус. Затем пропускают эту конструкцию через паяльную печь с тем же профилем пайки, что и в серийном производстве. Рекомендуется сделать не менее пяти таких образцов из партии корпусов, вызвавшей проблемы с паяемостью.
Перед тестированием следует проверить качество упаковки корпусов, чтобы исключить их деформацию при пайке, вызванную наличием внутри них влаги. Если нет уверенности в том, что корпуса хранились в условиях малой влажности, перед тестированием их следует основательно прогреть. В случае коробления корпусов некоторые выводы могут не сплавиться с от- печатками пасты, что может привести к ошибкам при оценке смачиваемости.
После пайки образцы необходимо проверить на качество соединения припоя с выводами, при этом на стекле не должно оставаться шариков припоя, допускается наличие лишь остатков флюса.
Этот метод применим и для тестирования корпусов с тугоплавкими сферическими или столбиковыми выводами. При этом весь припой должен быть сплавлен с выводами (на них будет видна граница между припоем и материалом вывода).
Метод можно использовать и для проверки совместимости корпусов BGA, предназначенных для пайки бессвинцовыми припоями, с обычными паяльными пастами на основе оловянно-свинцовых сплавов.