
Ця стаття є першою з чотирьох частин серії «Очищення в процесі монтажу друкованої плати», в якій описуються основні аспекти процесів очищення, які повинен враховувати кожен інженер.
Навіщо взагалі очищати? До недавнього часу в більшості випадків миття було лише аксесуаром, чимось, що робилося лише за крайньої необхідності. Однак у сучасній електронній промисловості технологічний прогрес зробив очищення незамінним елементом процесу, і наслідки відмови від цього процесу або його нехтування означають значні витрати у вигляді зниження ефективності та збільшення кількості дефектів.
Говорячи про очищення в процесі виробництва електроніки, більшість людей думають про очищення друкованих плат, але цей термін охоплює набагато більше, ніж просто друковані плати. Наступні частини циклу статей присвячені основним сферам виробничого процесу, де очищення може відігравати важливу роль:
- Очищення друкованих плат – включає мийку друкованих плат до і після монтажу (це також стосується мийки гібридних і керамічних систем).
- Трафарети/принтери – найпоширенішими процесами є ручне або автоматичне миття трафаретів і протирання нижньої сторони трафаретів у принтері.
- Технічне обслуговування обладнання – типовими процесами є очищення печей оплавлення, печей хвилею припою, очищення елементів конвеєра, очищення окремих елементів печей (ланцюгів, фільтрів тощо) і промивка рам для пайки. Насадки машин P&P (встановлення компонентів), голки дозаторів або інші частини машин, які потребують частого обслуговування, часто піддаються процесу очищення.
- Очищення друкованої плати
Якщо подумати, то всі миють плати, тому що кожна паста містить флюс, завдання якого – видалити оксиди і неметалічні домішки з паяних поверхонь для поліпшення паяння. Однак у більшості випадків флюс також залишає домішки, які необхідно видалити.
До початку 1990-х років використовувалися аерозольні знежирювачі, що містять CFC та HCFC. Більшість компаній, які використовували цей процес, виробляли ці очищувачі для потреб армії або авіаційної промисловості. Через шкідливість цих сполук для озонового шару цей метод очищення був заборонений або суворо обмежений. Крім того, ці розчинники були вилучені з міркувань здоров’я та безпеки.
Потім стало популярним напівводне очищення. У цьому типі процесу хімічні речовини на основі розчинників використовувалися для видалення залишків флюсу, а потім змивалися деіонізованою водою. Після того, як напівводний процес став популярним, флюси без очищення набули широкого поширення, що знову змінило весь процес миття. Нові флюси залишали невелику кількість непровідних забруднень, які не потрібно було видаляти. Однак процес мийки ніколи не виходив з ужитку, оскільки деякі продукти повинні бути на 100% надійними в екстремальних умовах або виконувати критичні функції. Застосування з високою потужністю або високими частотами також є чудовими прикладами продуктів, які потрібно очистити від залишків флюсу, навіть якщо вони описані як «без очищення». Миття також було необхідним етапом перед процесом нанесення захисного покриття, для забезпечення належної адгезії. Крім того, була також обмежена група клієнтів, які використовували очищення з естетичних міркувань.
Під час «епохи без очищення» технологія миття водою була значно вдосконалена. Технологія, заснована на силікатах, що існувала в 1950-х роках, використовувалася лише епізодично, оскільки мала дуже чітку тенденцію до утворення шару твердого осаду, що було спричинено високим вмістом неорганічних солей. Потім з’явилися нові, інноваційні засоби, що містили кисневі компоненти, які повільно випаровувались, з невеликим відсотком сполук, що забезпечували помірну лужність, гарне змочування та інгібування. Наразі ці засоби є найпопулярнішими серед хімікатів для точного миття і забезпечують ті самі функції, що й напівводні розчинники, зберігаючи повністю водний характер процесу очищення.
У процесі водної мийки описані засоби розчиняються у співвідношенні 75%-90% води, що означає низьку вартість такого процесу. Завершується процес інтенсивним душем деіонізованою водою.
У лютому 2003 року Європейський Союз запровадив Директиву RoHS, застосування якої стало обов’язковим з липня 2006 року. Директива RoHS забороняє використання певних небезпечних речовин в електричному та електронному обладнанні, включаючи видалення свинцю з електронних схем. Для задоволення нових вимог була розроблена нова технологія безсвинцевого паяння. Однак, оскільки сплави, що не містять свинцю, не змочуються так добре, як їх свинцеві аналоги, виникла необхідність у розробці нових типів флюсів. Щоб компенсувати нижчу здатність до пайки безсвинцевих сплавів, нові типи флюсу повинні бути більш активними та агресивними, а пікова температура процесу оплавлення повинна бути на 50°C вищою. Вищі температури спричиняють почорніння – або просто непривабливий вигляд – залишків флюсу. Крім того, вищі температури процесу в поєднанні з більш агресивними флюсами залишають більше залишків. Під час процесу оплавлення більша частина флюсу випаровується, що призводить до твердіння залишків флюсу та ускладнює їх видалення.
Технологічні тенденції, такі як мініатюризація, більша щільність систем або все більш високі вимоги до їх функціональності, змушують використовувати очищення для досягнення очікуваної надійності. Якщо на платі є залишки внаслідок близького розташування точок пайки, слідів тощо, вони можуть швидко стати причиною поломки. В умовах високого струму або вологи залишки почнуть хімічно реагувати, що спричинить дефекти через електрохімічну міграцію або ріст дендритів. Дефекти можуть приймати форму розшарування захисного покриття, збоїв або коротких замикань системи, що спричиняє дорогі та негативні наслідки для репутації виробника.
У другій частині циклу статей питання очищення друкованих плат розглянемо більш детально.
- Очищення трафаретів
Малюнок 1
Малюнок 2

Малюнок 3
Очищення трафарету є важливим кроком у процесі монтажу електроніки, але воно не привертає особливої уваги, доки не виникнуть проблеми, пов’язані з його невиконанням. В даний час мініатюризація та більше ущільнення схем робить очищення трафаретів абсолютно необхідним.
Типові механізми дефектів друку пов’язані з самим нанесенням пасти (об’єм, співвідношення сторін, розмір апертури, якість пасти тощо) або з процесом нанесення пасти (розташування, тиск). Вважається, що понад 70% усіх помилок у процесі монтажу виникають на етапі друку (Малюнок 1). Багато з цих проблем пов’язані з недостатньою кількістю пасти, що залишилася на підкладці. У багатьох випадках відсутність необхідної кількості пасти може бути викликано забитими отворами, що в свою чергу спричинено неправильним процесом очищення трафарету або його повною відсутністю. Проблеми з відбитком пасти можуть проявлятися різними способами, наприклад:
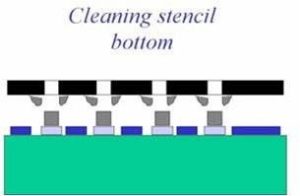
- Погано надрукована друкована плата. Поширена причина: паяльна паста накопичується на нижній стороні трафарету через поганий процес очищення або його відсутність Рішення: налагодити або покращити дію витирання нижньої сторони трафарету (Малюнок 2). Примітка. У багатьох випадках друкована плата з помилками та трафарет відмиваються в одному процесі. У разі очищення друкованої плати слід брати до уваги наявність компонентів після етапу пайки оплавленням при визначенні процесу очищення.
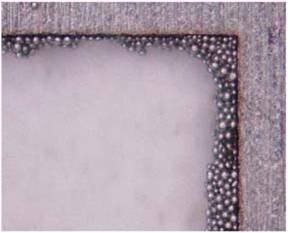
- Погано спаяні компоненти, виникнення мостів. Поширена причина: паяльна паста накопичується в отворах через неправильне очищення чи його відсутність (Малюнок 3). Рішення: налагодити або покращити очищення трафарету. Трафарети також використовуються для нанесення клею. У таких випадках, через те, що параметри клею дуже відрізняються від пасти, при визначенні процесу очищення трафарету необхідно враховувати додаткові вимоги. Параметри розчинності клеїв сильно відрізняються від параметрів очищення пасти – клеї погано розчиняються у воді. Більшість компаній мають одне обладнання для миття трафаретів, тому процес миття повинен бути розроблений таким чином, щоб видаляти і пасту, і клей одночасно. Ті самі міркування стосуються етапів витирання нижньої сторони трафарету.
- Технічне обслуговування обладнання
Термін «технічне обслуговування обладнання» часто використовується разом із виразом «профілактичне очищення». Профілактичне очищення є – або принаймні має бути – частиною повсякденного життя, яка може проявлятися як у митті автомобіля, так і в турботі про власне здоров’я. Якщо ми цього не зробимо, наше обладнання не прослужить довго і вийде з ладу – той же принцип діє і для обладнання та інструментів у процесі виробництва. Очищення – дуже важливий елемент обслуговування обладнання: флюс, частинки хімічних сполук або бруд не дозволять безперебійно працювати машинам, вплинуть на їх ефективність і інтенсивність відмов.
Типові заходи з очищення можуть включати:
- ручне очищення поверхні печей оплавлення та печей пайкою хвилею припою
- автоматичне або ручне очищення вищевказаних вище частин машини: елементів конвейера, фільтри та ін.
- очищення рам для пайки і кріплень
- очищення ракеля
- очищення дозуючих голок, насадок тощо.
Кожен із цих видів діяльності має різні вимоги щодо ефективності, що визначає його ручний або автоматизований характер. Щоб підвищити ефективність машин та інструментів і продовжити термін їх служби, необхідно встановити належний графік технічного обслуговування та визначити процес очищення.
За матеріалами сайту https://tek.info.pl