
Статья знакомит с особенностями проектирования печатных плат для установки микросхем в корпусах MLF. Даны также рекомендации по монтажу и замене этих микросхем.
А. Мельниченко
Корпус MLF (MicroLeadFrame) подобно корпусу CSP (Chip Scale Package) выполнен из пластмассы с выводами в виде медных площадок на его нижней поверхности. Созданный с использованием технологии ePad фирмы Amkor, корпус MLF имеет улучшенные тепловые и электрические характеристики. Теплоотвод, расположенный в нижней части корпуса, обеспечивает эффективный тепловой и электрический контакт кристалла микросхемы с печатной платой. Такая конструкция позволяет, кроме того, увеличить рабочую полосу частот микросхемы до 10 ГГц.
Для более полного использования возможностей такого корпуса разработка топологии печатной платы и монтаж микросхемы должны проводиться с учетом изложенных ниже соображений. Однако для достижения оптимального результата эти рекомендации должны быть дополнены эксперементальной проверкой.
Как видно из рис. 1, корпус имеет выводы в виде прямоугольных площадок с закругленными с внутренней стороны краями. Перед монтажом на плату наносится паяльная паста, после чего пайкой оплавлением выполняется монтаж корпуса.
Рис. 1. Корпус MLF (внешний вид и разрез)
Размеры площадок под выводы. Площадки под выводы микросхем на плате выполняют, как правило, в соответствии с руководствами, принятыми в фирме, или в соответствии с промышленными стандартами, например, IPC-SM-782. Но поскольку рекомендации по монтажу корпуса MLF отсутствуют, для достижения оптимальных результатов в проектировании печатных плат необходимо проведение ряда экспериментов. В основу изложенных в статье рекомендаций положена разработанная фирмой IPC методика проектирования печатных плат с учетом особенностей, связанных с малыми расстояниями между выводами и теплоотводом.
На рис. 2 показаны виды корпуса снизу и сбоку с размерами, необходимыми для выполнения площадок на плате. Поскольку в большинстве случаев корпуса имеют квадратную форму, для определения длины площадок достаточно размеров, приведенных на виде сбоку (D, S, D2 и L). Размеры площадок на плате показаны на рис. 3. Здесь Zmax и Gmin – соответственно наружный и внутренний размеры между площадками, X и Y – ширина и длина площадки, CLL– расстояние между крайними площадками расположенных под углом 90° сторон и CPL – расстояние между площадками для выводов и площадкой для теплоотвода, D2′TH – максимальный размер стороны площадки под теплоотвод (расчетное значение). Размеры корпусов и выводов микросхем, а также площадок платы сведены в таблицу 1.
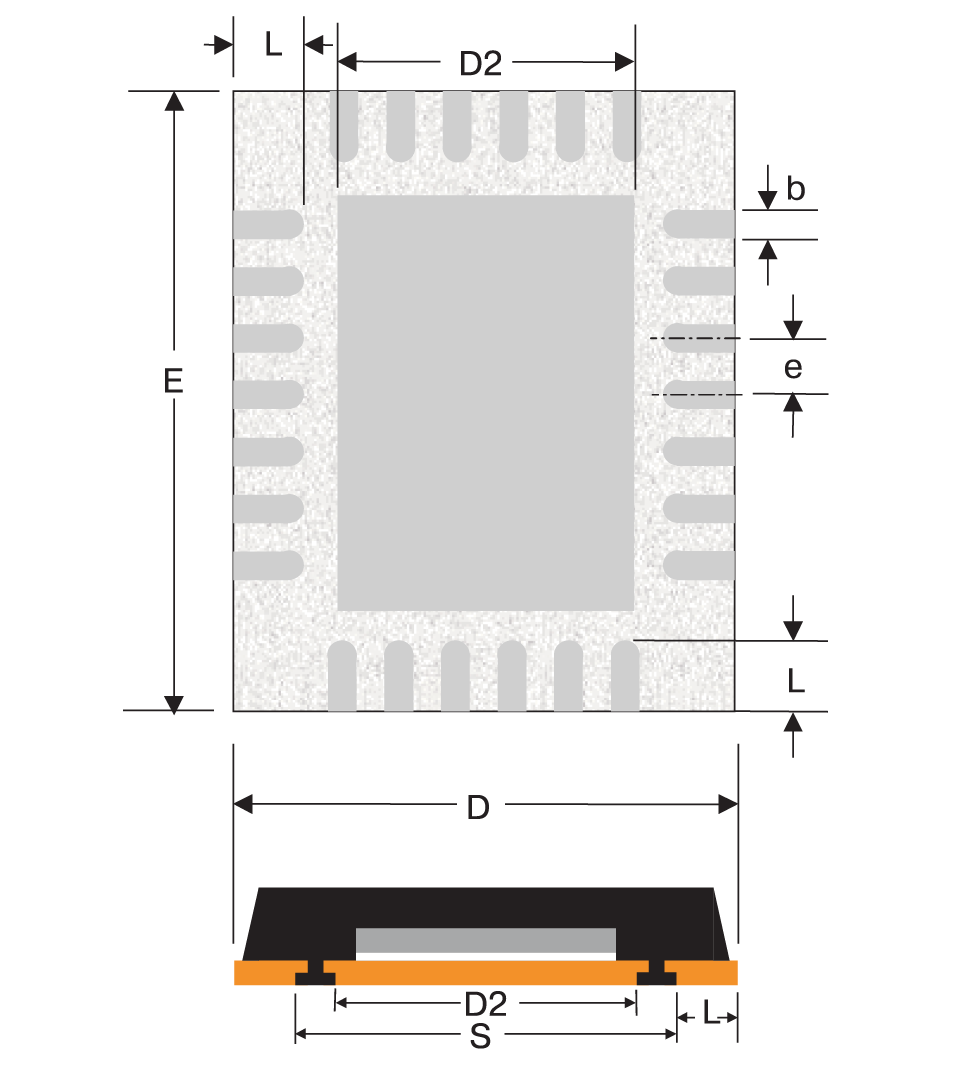
Рис. 2. Размеры корпуса MLF, используемые при определении размеров площадок печатной платы
Таблица 1. Размеры корпусов и выводов микросхем и площадок платы
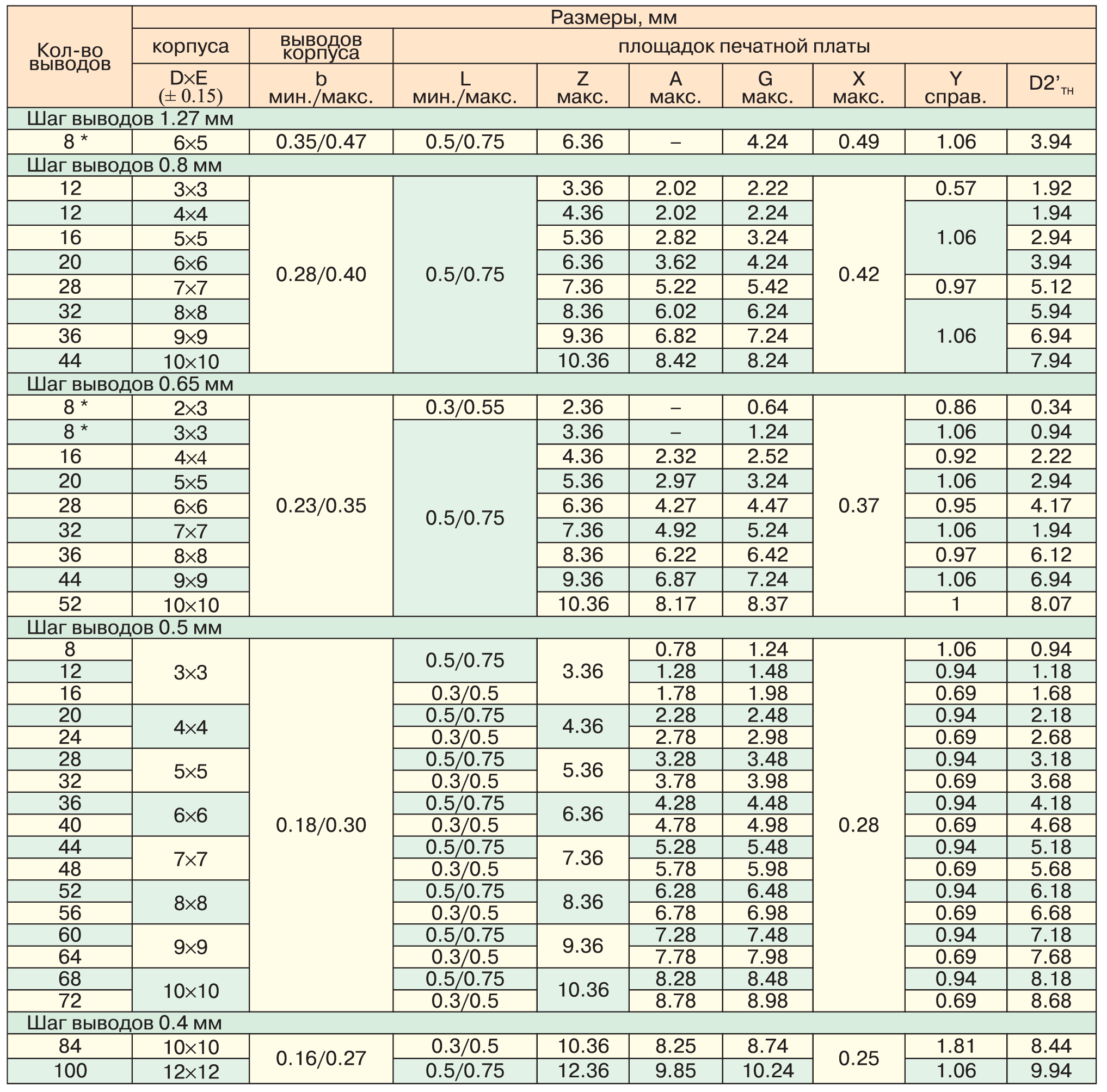
* Выводы расположены по двум сторонам корпуса, в остальных случаях – по четырем.
Допуски. Ниже рассмотрены три вида допусков: на размеры корпусов компонентов, на размеры площадок печатной платы, на точность оборудования для установки компонентов. Кроме того, определены минимальные размеры паяного соединения, необходимые для обеспечения его надежности.
Допуски на размеры корпусов компонентов указаны в таблице 1. Для определения размеров площадок печатной платы учитывают допуски на размер корпуса компонента, а также на расположение выводов микросхемы на каждой из сторон. Поскольку совпадение
всех трех предельных допусков маловероятно, в расчетах обычно используют их среднеквадратичное значение, как это принято в стандарте IPC-SM-782.
Указанный на рис. 2 размер S, необходимый для вычисления длины площадок, на чертежах корпусов, как правило, не приводят. Его можно вычислить по формулам
Smin = Dmin — 2 Lmax, Smax = Smin + Stol где

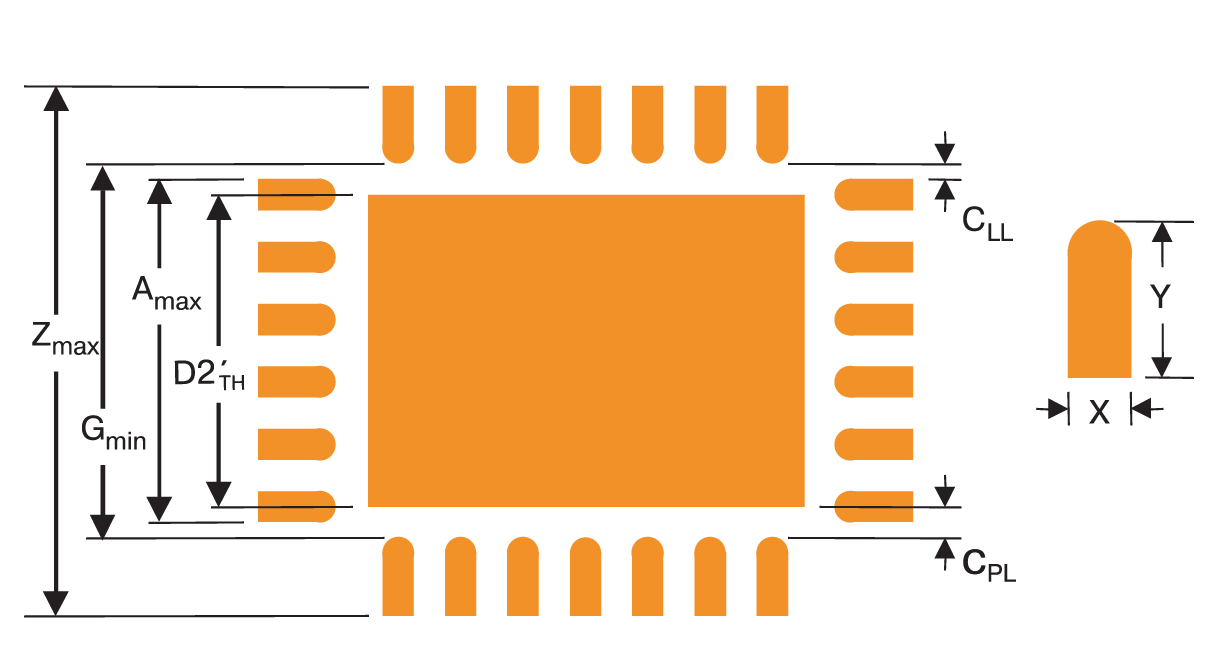
Рис. 3. Размеры контактных площадок печатной платы
Допуск на размеры площадок печатной платы, а также на точность установки компонента принимают равным 0.05 мм.
Минимальные размеры паяного соединения (рис. 4), используемые для определения размеров площадок, принимают равными: JTmin=0.1 мм, LHmin=0.05 мм, JSmin=0. При этом все стороны вывода (кроме внешней) полностью закрыты припоем. Правда, в большинстве случаев размеры площадок делают несколько больше номинальных, отчего паяное соединение принимает форму, показанную на рис. 4. Наличие теплоотвода не позволяет увеличить размер площадок, поэтому для повышения надежности следует обеспечить хорошую форму соединения на внешней стороне вывода.
Определение размеров площадок под выводы. Размеры площадок определяются следующими соотношениями:
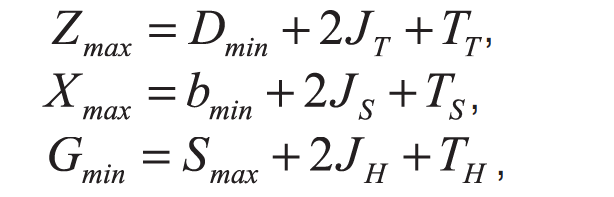
(1)
где ТТ, TS и TH – среднеквадратичные значения допусков на расстояния между передними’ боковыми и задними краями площадок соответственно. Более подробно этот расчет приведен в стандарте IPC-SM-782. Приведенная формула (1) для Gmin не позволяет произвести расчет размеров площадок по всем четырем сторонам корпуса. Для предотвращения образования мостиков припоя между соседними площадками’ расположенными на перпендикулярных сторонах корпуса’ необходим зазор CLL (рис. 3). Его принимают равным 0.1 мм’ и в результате формула для определения Gmin выглядит следующим образом:
Gmn >Amax + 2Cll, (2)
где Amax = (шаг выводов) x (число выводов по одной стороне -1)x ширину вывода.
Тогда длина площадки определяется по формуле
Y= (Zmax – Gmin)/2. (3)
Внутренние края площадки должны быть закруглены. Размеры площадок’ рассчитанные по этой методике для различных корпусов MLF, приведены в таблице 1. Для корпусов с шагом выводов 0.5 и 0.4 мм значения Xmax несколько уменьшены по сравнению с расчетными во избежание образования мостиков припоя.
Минимальная длина площадок. Вычисленная по формуле (3) длина площадки Y учитывает все допуски и получается, как правило, больше, чем необходимо, так как допуски в реальных изделиях намного жестче. К примеру, для 32-выводного корпуса размерами 7×7 мм (с шагом выводов 0.65 мм) номинальная длина выводов составляет 0.6 мм. Однако из-за допусков длина площадок для них составляет 1.06 мм, т. е. на 0.46 мм больше номинальной длины выводов. При номинальных размерах корпуса площадки на плате выступают на 0.18 мм перед выводами и на 0.28 мм за ними. В большинстве случаев это оказывается излишним и, кроме того, приводит к ограничению размеров площадки для теплоотвода (см. ниже). Поэтому рекомендуется при проектировании исходить из номинальных размеров, увеличив впоследствии размер площадок на 0.1 мм перед и на 0.05 мм за выводами (рис. 5). Полученная в результате длина площадок достаточна для того, чтобы при монтаже корпуса по технологии, рекомендуемой фирмой Amkor, образовалось надежное паяное соединение.
Проектирование площадки под теплоотвод. Для эффективного отвода тепла корпус MLF снабжен теплоотводом. Предполагается, что этот теплоотвод будет припаян к площадке на печатной плате, от которой тепло будет отводиться по переходным отверстиям на другие слои платы.
Размеры площадки под теплоотвод равны, как правило, размерам теплоотвода. Однако, в зависимости от размеров выводов корпуса ее размеры могут быть скорректированы во избежание образования мостиков припоя между выводами и теплоотводом. Расстояние между площадками под выводы и теплоотводом принимают равным CPL = 0.15 мм (рис. 3).
Рис. 4. Размеры паяного соединения

Рис. 5. Минимальные выступы контактных площадок
Максимальный размер каждой из сторон площадки под теплоотвод равен
D2′th = Gmn-2 Cpl , (4)
Реальный размер каждой из сторон площадки D2′ выбирается из соотношения D2< D2 ’< D2′TH, где D2 — размер стороны теплоотвода на микросхеме.
С увеличением числа переходных отверстий повышается эффективность отвода тепла от корпуса (рис. 6). Однако на практике выбирают такое их количество, при котором дополнительные отверстия уже не оказывают существенного влияния на процесс теплопередачи. В результате моделирования процесса теплопередачи установлено, что оптимальным является расположение отверстий с шагом 1-1.2 мм при их диаметре 0.3-0.33 мм. На рис. 7 показано расположение переходных отверстий для 48-выводного корпуса размером 7×7 мм.
Рис. 6. Зависимость теплового сопротивления “кристалл-окружающая среда” Θja от количества переходных отверстий под теплоотводом
Паяльная маска. С учетом допусков на точность нанесения паяльной маски отверстия в ней должны быть на 120-150 мкм больше размеров площадок на плате.
Как правило, каждая площадка должна иметь собственное отверстие в паяльной маске. Но для выводов шириной 0.25 мм и шагом 0.4 мм перемычки между соседними отверстиями маски становятся слишком узкими. В этом случае делают одно общее отверстие на всю группу выводов (рис. 8).
Если размеры площадки под теплоотвод приближаются к максимальному значению, рассчитанному по формуле (4), то во избежание образования мостиков припоя рекомендуется ограничить область пайки теплоотвода, защитив паяльной маской края площадки под теплоотвод на ширину 0.1 мм по каждой из сторон.
Для предотвращения вытекания припоя через переходные отверстия они также должны быть защищены паяльной маской. Диаметр маски на этих отверстиях должен на 0.1 мм превышать диаметр отверстия. Наносить ее можно как со стороны пайки, так и с обратной стороны. Эксперименты показали, что в первом случае в паяном соединении образуется меньше пустот (рис. 9).
Как видно из рис. 10, наличие пустот между теплоотводом и площадкой на плате общей площадью не более половины всей поверхности площадки существенно не влияет на теплопроводность соединения. Следует избегать лишь пустот большой площади.
Рекомендации по разработке трафарета. Как показали эксперименты, для обеспечения требуемой надежности паяное соединение должно иметь толщину порядка 50-75 мкм и достаточное количество припоя с внешней стороны площадки. Это достигается правильным выбором следующих соотношений:
К1 = площадь апертуры/пло- щадь стенки апертуры,
К2 = ширина апертуры/толщи- на трафарета.
Для прямоугольной апертуры эти соотношения имеют вид:
К1 = LW/2T(L+W), K2= W/T, где L и W– длина и ширина апертуры, Т – толщина трафарета. Для того чтобы количество наносимой пасты было оптимальным, должны соблюдаться соотношения: К1>0.66, К2>1.5.
Обычно размеры апертуры трафарета соответствуют размерам площадки печатной платы. В табл. 2 приведены коэффициенты К1 и К2, рассчитанные на основе данных табл. 1 для площадок минимальной длины. Толщина трафарета в этом случае принята равной 0.125 мм. В таблице 2 приведены также значения коэффициентов для апертуры, ширина которой на 0.05 мм меньше ширины площадки. Это может потребоваться при малом шаге выводов (например, 0.4 мм), т. к. в этом случае между площадками шириной 0.25 мм остается всего 0.15 мм. Из таблицы 2 видно, что в большинстве случаев коэффициенты К1 и К2 значительно больше указанных выше минимальных значений, приближаясь к ним лишь при шаге выводов 0.4 мм. Увеличения К1 можно добиться путем увеличения длины апертуры или уменьшения толщины трафарета.
Что касается отверстия трафарета, предназначенного для площадки под теплоотвод, то во избежание нанесения чрезмерного количества пасты и связанных с этим проблем рекомендуется вместо одного большого отверстия использовать ряд небольших (рис. 11). При этом площадь, покрытая пастой, составит 50-80 % площади площадки, что, как было отмечено выше, существенно не отразится на теплопроводности соединения. Однако в этом случае легче достигается оптимальная толщина паяных соединений на выводах (50-75 мкм).
Рис. 7. Площадка под теплоотвод (с переходными отверстиями) для 48-выводного корпуса размерами 7×7 мм
Рис. 8. Паяльная маска для площадок под выводы с шагом 0.5 мм и более (а), с шагом 0.4 мм (b)

Рис. 9. Пустоты в паяном соединении под теплоотводом при нанесении маски на переходные отверстия с нижней (а) и верхней стороны платы (b)
Толщина трафарета. Для площадок с шагом 0.4 и 0.5 мм рекомендуется выполнять трафарет толщиной 0.125 мм. Для площадок с шагом больше 0.5 мм она может быть увеличена до 0.15-0.2 мм. Рекомендуется применять трафарет из нержавеющей стали, изготовленный с помощью лазера, с полированными трапецеидальными стенками.
Так как доступ к выводам микросхемы после пайки отсутствует, рекомендуется использовать паяльную пасту, не требующую последующей чистки (No Clean).
Монтаж. Монтаж корпусов MLF выполняется так же, как и других SMD-компонентов. Желательно проведение контроля после нанесения пасты и после пайки, особенно на стадии разработки. Следует также контролировать расход пасты, который должен быть равным 80-90 % от расчетного значения. После пайки необходимо методом рентгеноскопии убедиться в отсутствии дефектов (пустот, шариков припоя и др.).
Типовой профиль пайки показан на рис. 12. Реальный профиль зависит от используемой пасты и плотности монтажа компонентов. Температура пайки не должна превышать 220 °С, время воздействия температуры, превышающей температуру плавления припоя, не должно быть более 75 с. Для припоев, не содержащих свинец, температура может быть увеличена, если позволяет материал корпуса. Скорость роста температуры не должна превышать 3 °С/с.
Замена микросхем, выполненных в корпусах MLF. Дефекты пайки выводов корпуса MLF можно исправить сравнительно просто, однако для исправления дефектов, обнаруженных под корпусом, приходится выпаивать его целиком. Здесь возникает сложность, связанная с нежелательным нагревом соседних компонентов. Процесс замены обычно состоит из следующих стадий: удаления микросхемы, устранения дефекта, нанесения пасты, установки и припаивания новой микросхемы. Перед любой заменой компонента настоятельно рекомендуется прогреть изделие в течение четырех часов при температуре 125 °С для удаления влаги.
Рис. 10. Зависимость тепловых сопротивлений Θja,ΨJB, ΨJV от размеров пустот в паяном соединении теплоотвод-площадка платы
Рис. 11. Формы отверстий в трафарете для площадки под теплоотвод корпусов MLF размерами 7××7 (а, b) и 10×10 мм (c, d)
Для удаления компонента следует использовать нагрев горячим воздухом через специальные сопла, что предотвращает нагрев соседних компонентов. Расход воздуха рекомендуется поддерживать равным 15-20 л/мин. Желательно выдерживать температурный профиль, используемый при пайке, сократив до минимума время нахождения припоя в расплавленном состоянии. Рекомендуется также подогрев платы снизу. Для удаления компонента используют вакуумную присоску.
Таблица 2. Размеры апертуры трафарета для площадок под выводы (Ш××Д, мм)

Рис. 12. Типовой профиль пайки для припоя Sn63/Pb37
После удаления компонента следует очистить площадки от припоя, что лучше выполнить с помощью паяльника и металлической оплетки. Ширина жала должна соответствовать ширине площадки, его температура не должна быть слишком высокой, чтобы не повредить плату. После удаления припоя плату очищают растворителем. При его использовании учитывают рекомендации изготовителя паяльной пасты.
Нанесение пасты должно выполняться с высокой точностью. Желательно использовать миниатюрный трафарет, соответствующий данному корпусу. Выравнивание его относительно площадок платы должно происходить под 50-100-кратным увеличением. Паста наносится небольшим металлическим ракелем, ширина которого равна ширине корпуса. При этом паста наносится за один проход ракеля без образования излишков. Толщина трафарета и размер апертуры – те же, что и во время основного процесса. Здесь также должен использоваться флюс, не требующий отмывки, т. к. чистка платы с большим количеством малых компонентов затруднительна.
Установка корпуса MLF выполняется так же, как и корпуса BGA. Для выравнивания компонента на плате необходимо использовать оптическую систему с расщепленным лучом, формирующую изображение выводов, совмещенное с изображением контактных площадок. Здесь также необходимо использовать 50-100-кратное увеличение. Установочное оборудование должно обеспечивать возможность поворота компонента и смещения его вдоль осей X и Y.
Пайка нового компонента ведется с использованием того же температурного профиля, что и при пайке всей платы. При известном профиле пайки контроль температуры с помощью термопары не обязателен.