
Переход от выводного к поверхностному монтажу компонентов при разработке электронной аппаратуры объясняется, прежде всего, экономическими и технологическими критериями, так как позволяет уменьшить ее габариты, объем и массу, снизить расход материалов и энергии. Все это обеспечивается благодаря достижениям в создании нового поколения электронных компонентов, современных конструкций печатных плат (ПП), технологии и оборудования для поверхностного монтажа .
С развитием технологии поверхностного монтажа компонентов стала очевидной необходимость отказа от традиционных методов конструирования и изготовления ПП.
В процессе проектирования ПП для поверхностного монтажа важно правильно выбрать конфигурацию, взаимное расположение и приемлемые для обеспечения удобства выполнения монтажно-сборочных операций размеры контактных площадок. Поэтому учет специфических требований к топологии ПП, размерам и конфигурации контактных площадок на этапе проектирования способствует (в сочетании с технологическими операциями подготовки платы, монтажа компонентов и процесса их пайки) реализации эффективного варианта конструкции печатного узла. Кроме того, высокая плотность поверхностного монтажа компонентов на плате может вызвать в ряде случаев необходимость принятия при разработке топологии ПП, выборе размеров и места расположения контактных площадок специальных мер для отвода тепла и выравнивания тепловых нагрузок на компонент при пайке. При разработке конструкции и технологии изготовления ПП для поверхностного монтажа должны обеспечиваться:
- высокая плотность монтажа компонентов
- ширина проводящих дорожек и расстояний между ними менее 0.2 мм
- минимальная длина межсоединений
- отсутствие навесных перемычек
- монтаж компонентов с двух сторон платы
- возможность интенсивного теплоотвода
- автоматизация сборки и монтажа компонентов
- возможность контроля качества сборки и функционирования печатных узлов.
В настоящее время разработка топологии ПП для поверхностного монтажа электронных компонентов проводится с использованием основных нормативных документов ГОСТ 23752-79, ГОСТ 23751-86, ГОСТ 2039405-84, стандартов МЭК 1983, IPC-A-600F (класс 2, 3), а также ТУ, паспортов и каталогов электронных компонентов.
При этом следует учитывать, во-первых, что каждый производитель компонентов, как правило, дает рекомендации по выбору геометрических размеров и фор- мы контактных площадок, а во-вторых, что для одного и того же компонента размеры контактных площадок при использовании различных способов пайки (двойной волной припоя, оплавлением дозированного припоя − паяльной пасты, ручной пайки) будут отличаться.
Как показывает практика, варьирование размеров контактных площадок для различных условий производства и применяемого оборудования для пайки может достигать 25 %. Например, для обеспечения надежного смачивания выводов компонента и контактных площадок на плате при пайке двойной волной припоя контактные площадки проектируются выступающими за проекцию корпуса компонента на 0.2 мм больше, чем для пайки оплавлением дозированного припоя.
Расстояние между контактными площадками, применительно к различным компонентам на платах для поверхностного монтажа, следует выбирать не менее 0.5 мм, а между корпусами − не менее высоты наибольшего из расположенных рядом компонентов.
Проводник рекомендуется выполнять шириной не более половины размера контактной площадки, к которой он подводится. Пайка микросхем в различных корпусах на поверхность печатных плат показала, что особые требования предъявляются к проектированию контактных площадок плат для пайки микросхем в корпусах BGA с матрицей шариковых выводов с нижней стороны корпуса . Для удобства их размещения и позиционирования на печатной плате маркировочной краской должны быть обозначены контуры микросхем в корпусе BGA.
Контактные площадки для микросхем в корпусе BGA должны проектироваться с учетом ряда основных требований, обеспечивающих равномерный нагрев корпуса при пайке:
- место на плате под микросхему должно выбираться так, чтобы вблизи отсутствовали массивные компоненты и элементы печати, которые при пайке могут вызвать отвод тепла от корпуса BGA
- площадки должны иметь одинаковую форму и размер, соответствующие диаметру шариковых выводов и шагу между ними, и не содержать переходных отверстий на нижние слои многослойной платы
- если отдельные контактные площадки не имеют связей с топологией платы, необходимо предусмотреть для них технологические теплоотводы с целью выравнивания температуры по всей поверхности корпуса при пайке микросхемы
- теплоотводы должны быть одинаковыми для всех незадействованных выводов корпуса
- переходные отверстия, расположенные на плате рядом с микросхемой, не должны изменять картину теплового поля на плате и корпусе при пайке
- отверстия в паяльной маске на плате должны быть центрированы относительно контактных площадок.
На рис. 1 приведены примеры выбора размеров и конфигурации контактных площадок для отдельных компонентов, монтируемых на поверхность платы.

Практический опыт применения технологии поверхностного монтажа показал, что ряд возможных отклонений (размеров, геометрии, местоположения и ориентации контактных площадок на плате) может приводить к дефектам паяных соединений, что проявляется только после сборки и последующего контроля внешнего вида печатного узла, проверки его работоспособности. Поэтому, при оптимизации топологии контактных площадок и их расположения необходимо учитывать способ пайки компонентов на поверхность платы. Например, лучшие результаты могут быть получены, когда продольная ось корпуса интегральной микросхемы параллельна направлению движения платы при пайке волной припоя. Такая ориентация способствует уменьшению образования перемычек из припоя между выводами корпуса. В случае пайки чип-компонентов, чтобы уменьшить эффект “затенения”, прямо- угольные компоненты следует размещать на плате перпендикулярно направлению движения волны припоя.

Рис. 2. Эффект “надгробного камня” при пайке чип-компонента
При пайке компонентов оплавлением дозированного припоя (паяльной пасты) с помощью различных источников нагрева (конвекционной пайки, инфракрасного нагрева, струи нагретого воздуха и др.) с соблюдением требуемой температурно-временной характеристики процесса проявляется эффект скольжения компонентов по расплавленному припою. Этот эффект является результатом действия сил поверхностного натяжения в расплаве припоя, которые стремятся затянуть вывод компонента в центр контактной площадки, что обычно приводит к необходимости повышения точности позиционирования компонентов при монтаже . По этой же причине важно, чтобы контактные площадки были одинаковы по форме и размерам, особенно для чип-компонентов. В противном случае силы поверхностного натяжения на контактных площадках будут иметь различные значения, что может привести к смещению компонента с установленной позиции и его подъему, т. е. к такому положению, когда компонент оказывается перевернутым на торец. Этот эффект называется эффектом “надгробного камня” (рис. 2).
Кроме отклонений в топологии контактных площадок к формированию “надгробий” может привести большой перепад температуры в пределах платы, а также плохое смачивание припоем контактной площадки или вывода. Кроме того, на частоту появления “надгробий” оказывает влияние качество нанесения паяльной пасты: чем толще слой пасты, тем больше “надгробий” может образоваться при пайке .

Рис. 3. Выбор конфигурации контактных площадок
Появляющийся при пайке чип-компонентов эффект скольжения может быть вызван следующими причина- ми. Если на печатной плате длина контактных площадок для чип-компонента значительно превышает их ширину, то компонент может сдвинуться на одну из них, что приведет к разрыву электрической цепи (рис. 3). В случае, когда площадки слишком широки, компонент может легко потерять ориентацию. Существуют также специфические проблемы, которые могут возникнуть, если контактные площадки для чип-компонента соединены между собой и образуют большую площадку, выполненную в виде одного топологического элемента. В этом случае во время пайки оплавлением припоя каждый компонент будет притягиваться к центру этой площадки вследствие большей величины сил поверхностного натяжения припоя, поскольку, чем больше площадка, тем больше припоя она аккумулирует (рис. 4, а). Целесообразно вместо большой контактной площадки проектировать две площадки меньшего размера, соединенные узкой дорожкой; это ограничит количество аккумулируемого припоя и исключит появление дефектов при пайке (рис. 4, б). Нежелательный эффект скольжения может проявиться и тогда, когда два расположенных параллельно чип-компонента находятся близко друг к другу.
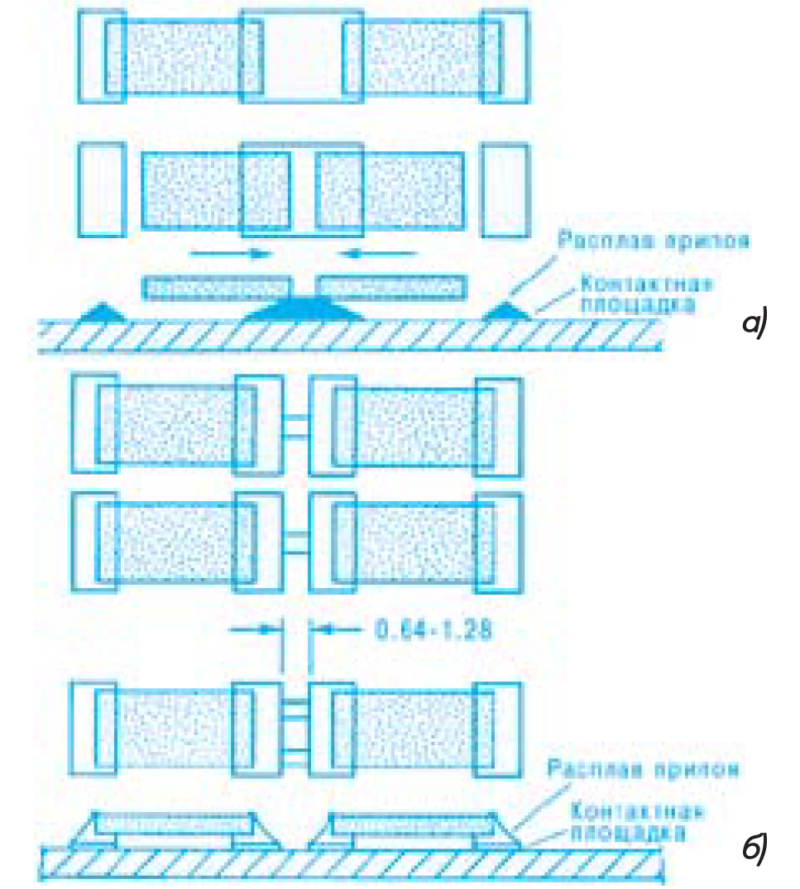
Рис. 4. Монтаж двух чип-компонентов с общей контактной площадкой
В процессе пайки “скользящий” компонент может касаться контактных площадок под корпусом соседнего компонента. Зазор между контактными площадками, равный 1.27 мм, уменьшает вероятность такого контакта (рис. 5). Существует также опасность снижения качества монтажа, если под чип-компонентом расположена широкая токоведущая дорожка (рис. 6). При этом также вероятно аккумулирование припоя под компонентом и его смещение. Если разводка проводников под компонентом все же необходима, одну широкую дорожку следует разделить на несколько параллельных меньшей ширины. При монтаже на плате чип-компонента с односторонним соединением его с шиной в процессе пайки происходит отвод тепла от компонента, для предотвращения которого необходимо предусмотреть “развязку” контактной площадки с этой шиной путем создания “теплового фильтра” (рис. 7), что обеспечит образование при пайке качественного соединения компонента с контактной площадкой.
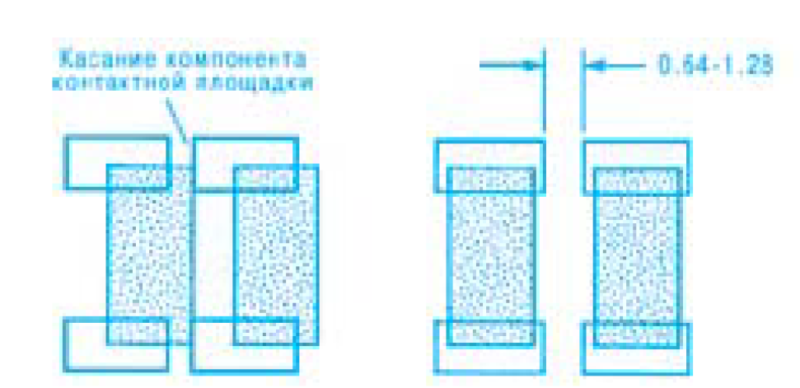
Рис. 5. Параллельное расположение чип-компонентов
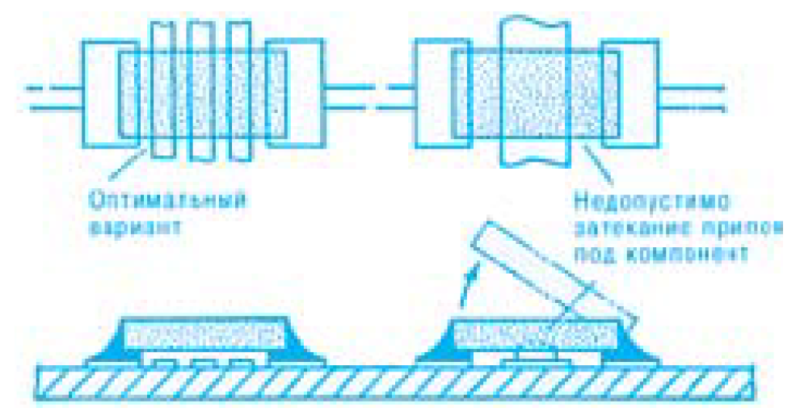
Рис. 6. Трассирование коммутирующих дорожек под компонентом
При пайке транзисторов в SOT-корпусах возможно их смещение и разворот в пределах контактных площадок. При позиционировании таких транзисторов допустимо расположение выводов в пределах контактных площадок или их смещение за эти пределы, при котором образуется мениск припоя (выступающая часть контактной площадки превышает половину толщины вывода). Так как чаще всего размеры контактных площадок под такие компоненты значительно превышают ширину выводов, то к точности позиционирования компонентов значительные требования не предъявляются.
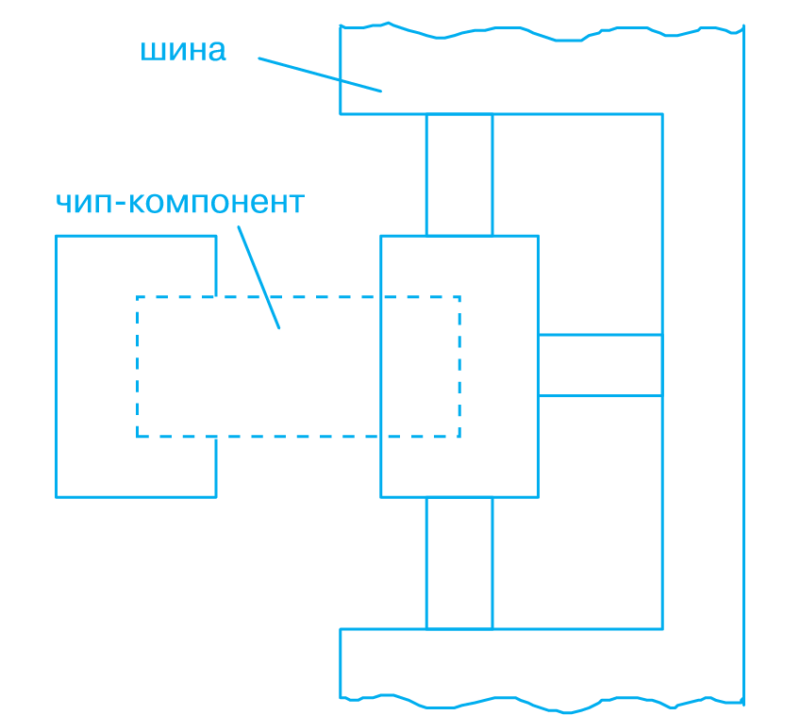
Рис. 7. Тепловой фильтр
Причинами образования ряда дефектов при монтаже компонентов на поверхность плат могут быть не только отклонения в топологии контактных площадок на плате, но и качество выполнения технологических операций: трафаретной печати и установки компонентов на плату, а также свойства используемой паяльной пасты .
Таким образом, при разработке топологии печатных плат под поверхностный монтаж компонентов следует выдерживать размеры, геометрию и ориентацию контактных площадок с учетом процессов, происходящих при пайке. Отклонения от оптимальной геометрии и расположения контактных площадок могут привести к смещению компонентов при пайке и снижению качества и надежности соединений “компонент-контактная площадка”.