
Описуються фактори що впливають на процес дозування в системах з пневматичним приводом.
Вступ
Пневматичні системи дозування використовують контрольовані імпульси тиску повітря для дозування паяльної пасти з циліндричних шприців у рівномірних кількостях. Обладнання для систем дозування з пневматичним приводом може бути різних форм і розмірів, але кожна конструкція повинна виконувати дві основні функції: регулювання тиску повітря та контроль часу циклу дозування.
Порівняно з пайкою дротом для пайки і преформами, дозування паяльної пасти за допомогою пневматичних системи є відносно простим і набагато гнучкішим варіантом. Можна було б подумати, що за наявності лише двох змінних для контролю процесу – тиск і тривалість циклу – пневматичне нанесення паяльної пасти повинно бути надійним, але це не завжди так. У розділах, наведених нижче, розглядаються різні змінні процесу, які впливають на успіх або невдачу процесу.
Паяльна паста
Паяльна паста являє собою суміш сферичних частинок припою (так званих порошків/кульок) і гелеподібного флюсу. Флюс покриває всі частинки, захищаючи їх від окислення та утримуючи їх у суспензії. Коли на паяльну пасту прикладається тиск, він фактично діє на флюс, що містить порошок припою. Коли флюс приводиться в рух, він захоплює і переносить порошок припою, і чим краще флюс, тим коротша затримка між флюсом і початком руху порошку припою. Ця характеристика визначає як добре дозування паяльної пасти, так і швидкість, з якою флюс відділяється від порошку припою.
Тип наконечника для дозування
Для кожного дозування існує оптимальний стиль і розмір наконечника для дозування. Хитрість полягає в тому, щоб визначити, який з них найкращий для вашого процесу. Вибираючи наконечник для дозування, очікуйте, що розмір дозуючої краплі буде не менше ніж у 1,5 рази більше внутрішнього діаметра наконечника. Хоча технічно можливо створити і менші розміри дозуючої речовини, але це дуже важко реалізувати в реальному процесі.
Необхідно завжди пам’ятати про деякі основні залежності щодо наконечників. Більші наконечники забезпечують швидший потік і менше обмежують потік паяльної пасти під час циклу дозування. Коротші сталеві наконечники мають менший опір потоку, ніж довші. Конічні наконечники створюють менше обмеження потоку, ніж наконечники з прямими стінками. Більш жорсткі конічні наконечники, на відміну від більш гнучких, більш стійкі до деформації та створюють більш послідовні дозування.
Дозаторний наконечник, неправильно підібраний до типу використовуваної пасти, спричинить надмірний зворотний тиск, що може призвести до засмічення наконечника. Довші наконечники корисні, коли вам потрібно дістатися до важкодоступних, більш віддалених місць дозування. Паста буде розподілятися повільніше з меншого наконечника, забезпечуючи менші кроки у розмірі дозування за одиницю часу.
Наведені вище вказівки можна використовувати для вибору наконечника, який відповідає обмеженим розмірам дозувань. Однак у будь-якому випадку вибір наконечника є ключовим елементом оптимізації результатів дозування.

Тиск повітря
У системах дозування з пневматичним приводом повітря використовується для передачі сили на матеріал, який дозується. Вибір параметра тиску для застосування вимагає розуміння того, як паяльна паста реагує на тиск.
Якщо прикладати занадто малу силу, матеріал не розподілятиметься достатньо швидко або не розподілятиметься зовсім. І навпаки, застосування занадто великої сили призведе до витіснення флюсу з пасти – це називається «відривом».
Для більшості застосувань відповідний діапазон тиску становить від 20 до 40 psi (фунтів на квадратний дюйм), але це не жорстке правило. Залежно від типу наконечника, типу корпусу компонента та складу паяльної пасти може знадобитися вищий або нижчий тиск.
Необхідно починати тестування від 20 psi до 40 psi. Якщо для досягнення цілей процесу потрібен вищий або нижчий тиск, найкраще проконсультуватися з виробником паяльної пасти, щоб визначити можливі альтернативи.
Тривалість циклу дозування
Тривалість циклу дозування визначає, скільки матеріалу буде дозовано для будь-якої комбінації тиску та типу наконечника. Проблеми, пов’язані з тривалістю циклу дозування, виникають лише тоді, коли цикл надто короткий. Майже завжди можна уникнути «надто короткої» тривалості імпульсу, усвідомивши, що кожен цикл складається з шести послідовних кроків:
- Шланг для подачі повітря та порожній об’єм циліндра шприца знаходяться під тиском.
- Флюс знаходиться під тиском і починає рухатися до виходу з циліндра шприца.
- Флюс, що набирає обертів, долає опір у системі, захоплює та переносить порошок припою.
- Коли паста прискорюється, вона розріджується внаслідок зсуву (її в’язкість зменшується), доки не досягне стаціонарного стану текучості.
- Подача тиску припиняється, і паяльна паста сповільнюється до зупинки.
- З часом вона знову густіє до в’язкості, яка була перед початком процесу.
Примітка: якщо дозатор має функцію вакуумування в циліндрі, її слід вимкнути під час дозування паяльної пасти.
Зверніть увагу, що кожен крок вимагає мінімальної кількості часу. Цей час значною мірою залежить від типу наконечника та кількості матеріалу в шприці. Чим нижчий опір потоку дозуючого наконечника, тим менший час, необхідний для досягнення кроку 4. Потрібний час також змінюється, коли шприц спорожнюється, збільшуючись пропорційно зростаючому об’єму повітря, який потребує підвищення тиску.
Для кожного типу паяльної пасти існує мінімальний час циклу. Коли час циклу менший за мінімальний, процес ледве досягне кроку 3 і стабільний потік не буде досягнутий.
У поєднанні з високим тиском короткий час циклу може погіршити стан пасти, зробивши її непридатною для процесу дозування.
Температура
Температура є важливим фактором у будь-якому процесі дозування паяльної пасти, включаючи пневматичне дозування. Зі зміною температури відбуваються три речі:
- Паста змінює свою в’язкість.
Підвищення температури розм’якшує інгредієнти, що входять до складу пасти, роблячи її менш в’язкою. Звичайно, падіння температури має протилежний характер і паста густіє. Примітка. При температурі вище 27 °C (80 °F) розрідження пасти може досягти точки, коли вона втрачає здатність утримувати припій у суспензії, що призводить до розшарування пасти.
- Розмір точок дозування змінюється зі зміною температури.
Зміни в’язкості впливають на швидкість потоку а, отже, на розмір точок дозування, що утворюються за певних налаштувань процесу дозування. Найкращий захист від зміни розміру точок дозування, спричиненого змінами температури, — це мінімізація коливань температури.
- Швидкість хімічної реакції флюсу прискорюється з підвищенням температури.
Флюс певною мірою активний навіть при низьких температурах зберігання. При температурі вище 27 °C (80 °F) швидкість реакції помітно вища. Якщо не використовується система контролю температури, температура пасти підвищується як умовами навколишнього середовища (такими, як температура навколишнього середовища та місцеві джерела тепла), так і перетворенням кінетичної енергії в тепло через тертя під час послідовних циклів дозатора.
Є кілька систем контролю температури, доступних для промислового дозування: деякі нагрівають матеріал на соплі клапана, інші в спеціально пристосованій ємності.
Фіксація
Фіксація шприца, на яку часто не звертають уваги як на змінну конструкції процесу або можливу причину проблем, може відігравати вирішальну роль. Термін служби паяльної пасти може бути значно скорочений через неправильне кріплення.
Найпоширенішою помилкою під час встановлення є розміщення розливного обладнання поблизу джерела тепла, яке використовується для оплавлення. Близьке розташування до нагрівальних елементів може призвести до підвищення температури паяльної пасти з відповідними наслідками. Якщо потрібна близькість до цих пристроїв, для мінімізації або усунення ефекту нагрівання використовуються пристрої контролю температури, екрани та/або більш вузький повітряний потік.
Механічні навантаження, які діють на паяльну пасту у вигляді тряски, різких ударів і вібрації, впливають на її деградацію. Найнебезпечнішою з трьох є вібрація: обладнання, яке генерує сильну вібрацію, таке як вібраційні живильники, має бути ізольоване від обладнання для дозування, щоб уникнути розшарування пасти. Якщо пристрій для дозування не можна ізолювати, можна використовувати менші шприци, щоб звести до мінімуму негативний вплив вібрації.
Розмір резервуара для рідини
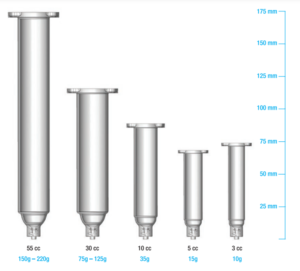
Вибір розміру циліндра шприца є компромісом між частотою заміни, температурою та розміром точок дозування. Наприклад, у програмах, де припій використовується зі швидкістю 10 грамів на годину, шприци об’ємом 3 см3 не будуть хорошим вибором, оскільки їх потрібно буде замінювати приблизно щогодини. У цьому випадку 30-кубовий шприц, що містить від 75 до 125 грамів пасти, мінімізує час простою для заміни шприца.
Однак, якщо процес використовує 10 грамів кожні два дні, використання шприца об’ємом 3 см3 мінімізує кількість матеріалу, що витрачається через вплив навколишнього середовища. Подібним чином, у міру підвищення температури слід розглянути, наскільки великий резервуар слід використовувати, щоб не завдати шкоди через надмірну деградацію матеріалу.
Розмір дочок дозування визначає кількість циклів, необхідних для спустошення циліндра шприца заданого розміру. При створенні менших розмірів дозування для спустошення резервуара буде потрібно більше циклів, тому паста піддається змішуванню протягом більш тривалого часу, що погіршує її якість. З більшими точками дозування для спустошення циліндрів потрібно менше циклів, і ризик псування пасти зменшується.
Висновок
Системи дозування з пневматичним приводом є ідеальним інструментом для нанесення паяльної пасти в багатьох різних операціях, оскільки здатні виробляти широкий діапазон розмірів точок дозування.
Дозатори з пневматичним приводом забезпечують найкращу продуктивність, коли використовуються для утворення точок дозування паяльної пасти від 3 міліграмів до 0,5 грамів. Якщо говорити про розмір, то в більшості випадків це точки дозування діаметром від 1 до 10 міліметрів.
За матеріалами сайту https://tek.info.pl