
Незважаючи на те, що до кожного встановленого модуля потрібен індивідуальний підхід до температурних вимог, можна визначити деякі основні правила їх вибору.
Надана інформація має загальний довідниковий характер через те, що фактичний температурний профіль буде залежати від багатьох факторів, включаючи вимоги замовника, характеристики компонентів і технологічні обмеження, властивості самої печі, компонування плати тощо. Зрештою, вимоги до якості мають визначати профіль, який використовується, а не дотримання цих вказівок.
Матеріал відображає рекомендації стандартів IPC-7530 «Температурний профіль для серійного виробництва», IPC-9502 «Посібник щодо процесу пайки друкованих плат», IPC/EIA J-STD001 «Вимоги до паяння електричних і електронних модулів» і IPC/JEDEC J- STD-020C «Вимоги до малих і дуже великих компонентів».
В ідеалі температурний профіль слід розробляти для кожного виготовленого модуля окремо на основі вимірювань, отриманих на зібраній платі. Стандарт IPC-7050 надає вказівки щодо визначення випробувань профілю печі оплавлення та різних методів, які допомагають у профілюванні.
Удосконалення профілю в процесі пайки оплавленням
Температурний профіль у процесі пайки оплавленням можна визначити як співвідношення між температурою та часом нагрівання. В основному існує два типи профілів: Ramp-Soak-Spike (RSS), що можна перекласти як нагрівання-витримка-пік, і Ramp-to-Spike (RTS), тобто нагрівання-пік. Профіль RTS використовується в більшості додатків і забезпечує покращену поведінку припою. Профілі RSS, в свою чергу, використовуються для монтажу компонентів з високою теплоємністю або великою дельтою температури.
Профіль також слід узгодити з рекомендаціями виробника компонента щоб гарантувати, що максимальні температурні обмеження для всіх матеріалів не перевищені. Перед остаточним визначенням профілю рекомендується перевірити температурну чутливість компонента відповідно до специфікацій виробника або звернутися до стандарту IPC-9502.
Профіль RSS (RAMP-SOAK-SPIKE)
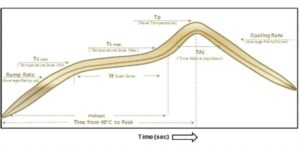
Рекомендовані параметри профілю RSS
| Характеристики профілю | Загальний профіль IPC/JEDEC1 | Флюс, що не потребує очищення (Рекомендована відправна точка) | Водорозчинний флюс
(Рекомендована відправна точка) |
| Швидкість підвищення температури | < 3°C/сек | 1 – 3°C/сек | 1.5 – 3°C/сек |
| Температура витримки Tsmin – Tsmax | 150-200°C | 150-200°C | 140-160°C |
| Час витримки (Pt) | < 180 с | 30-90 с | 30-60 с |
| Час над ліквідусом (TAL) | 30-90 с | 30-90 с | 30-90 с |
| Максимальна температура (Tp) | 230-260°C | 230-250°C SAC і REL 240-260°C SN100C і низький Ag | 230-250°C SAC і REL 240-260°C SN100C і низький Ag |
| Швидкість охолодження | <- 6°C/с | <- 4°C/с | <- 4°C/с |
| Час від 40°C до піку | < 6 хв. | 3-4.5 хв. | 3-4 хв. |
Профіль RTS (RAMP–TO-SPIKE)
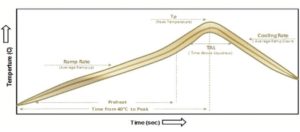
Рекомендовані параметри профілю RTS
| Характеристики профілю | Загальний профіль IPC/JEDEC1 | Флюс, що не потребує очищення (Рекомендована відправна точка) | Водорозчинний флюс
(Рекомендована відправна точка) |
| Швидкість підвищення температури | < 3°C/сек | 1 – 3°C/сек | 1.5 – 3°C/сек |
| Час над ліквідусом (TAL) | 30-90 с | 30-90 с | 30-90 с |
| Максимальна температура (Tp) | 230-260°C | 230-250°C SAC і REL 240-260°C SN100C і низький Ag | 230-250°C SAC і REL 240-260°C SN100C і низький Ag |
| Швидкість охолодження | <- 6°C/с | <- 4°C/с | <- 4°C/с |
| Час від 40°C до піку | < 6 хв. | 3-4.5 хв. | 3-4 хв. |
Спеціальні профілі
Покращена змочуваність
Проблеми зволоження, пов’язані з властивостями компонента чи основи, зазвичай пов’язані з фінішним шаром того чи іншого і можуть бути зменшені шляхом відповідного профілювання. Зазвичай профіль скорочується до 3 хвилин, а пікова температура підвищується на 10-15°C. Слід пам’ятати, що зміни, спрямовані на поліпшення змочуваності, можуть вплинути на інші параметри процесу.
Зменшення пустот
Паяльна паста складається приблизно з 50% об’єму флюсу, який не повністю виділяється з припою під час процесу оплавлення. Методи профілювання можуть бути використані для зменшення утворення пустот, але лише в обмеженій мірі, а зміна інших факторів процесу може дати кращі результати.
Типовий температурний профіль, спрямований на зменшення пустот (флюс, що не потребує очищення)
- Швидкість підвищення температури до етапу нагрівання: < 3°C/сек. Зазвичай 1-3°C/сек.
- Етап нагрівання: 150-200°C < 90 сек. Зазвичай 30 сек.
- Час від 40°C до піку: зазвичай 3-4,5 хвилини
- Час витримки температури оплавлення: 30-90 сек.
- Пікова температура: 230-260°C
- Зазвичай 230-250°C для SAC і REL, 240-260°C для SN100C і сплавів з низьким вмістом Ag
- Швидкість охолодження: < – 4°C/сек.
Зменшення дефекту Head In Pillow (компоненти BGA)
Цей профіль зменшує деформацію пластику BGA, що призводить до дефекту HiP (голова в подушці). У передостанній зоні нагріву може знадобитися раніше досягти пікової температури.
Типовий температурний профіль, спрямований на зменшення дефекту HiP (флюс, що не потребує очищення)
- Час від 40°C до піку: 4 – 4,5 хвилини
- Швидкість підвищення температури до етапу нагрівання: 2-3°C/сек.
- Зона витримки: 150-180°C
- Час витримки: 30-90 сек.
- Швидкість підвищення температури від витримки до максимальної: максимум 1-1,5°C/сек.
- Пікова температура: 230-260°C
- Зазвичай 230-250°C для SAC і REL; 240-260°C для SN100C і сплавів з низьким вмістом Ag
- Час перевищення температури оплавлення: > 60 сек
- Швидкість охолодження HiP: пік до 210°C, максимум 1-1,5°C/сек, нижче 210°C: < – 4°C/сек
За матеріалами сайту https://tek.info.pl