
Наведено досвід використання великих отворів і паяльної пасти типу 4 та показано, як їх використання впливає на паяні з’єднання, наприклад, для BGA-компонентів.
Як правило, у міру того, як розмір апертури шаблону/розмір площадки зменшується, потрібна паста з меншим розміром кульок припою. Загальні принципи, цитовані Картіком Віджаєм (Karthik Vijay) з Індії, такі:
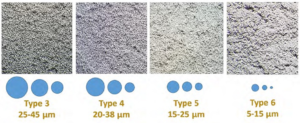
- Ширина апертури повинна становити мінімум 4-5 діаметрів кульок припою (діаметр частинок пасти типу 3 становить 25-45 мікрон, паста типу 4 — 20-38 мікрон)
- Паста типу 3 використовується для CSP-компонентів з кроком виводів 20 міл (1 міл = 1/1000 дюйма = 0,0254 мм = 25,4 мкм) і вище та для QFP-компонентів з кроком виводів 16 міл і вище, а паста типу 4 зазвичай використовується для всіх компонентів з меншим кроком виводів.
«Паяльна паста типу 3 широко вважається галузевим стандартом, який підходить для більшості застосувань друку, а тип 4, завдяки кращому вивільненню пасти та більш стійким відкладенням, насправді використовується лише для друку особливо точних застосувань. Зазвичай межа апертури для паяльної пасти типу 3 становить 9 міл (0,22 міліметра), хоча інші змінні, такі як хімічний склад пасти, товщина трафарету та інші параметри принтера, також можуть мати певний вплив. Це означає, що паста типу 3, як правило, добре працює в отворі розміром 9 міл або більше. Для отворів, які вужчі за 9 міл, найкраще використовувати пасту типу 4, щоб забезпечити належне звільнення пасти від трафарету» – каже Браян Сміт (Brian Smith) з DEK International. Він також цитує згадане раніше правило «п’яти кульок».
Один з користувачів Інтернету задався проблемою, наведеною в заголовку популярного блогу Філа Зароу (Phil Zarrow) і Джима Холла (Jim Hall). Для вступу автори блогу нагадують, що через дрібні частинки, з яких складається паста типу 4, її попередні покоління мали більшу схильність до окислення, ніж пасти типу 3, і, крім того, їх ціна була вищою. На даний час з поширенням компонентів в корпусах 0.5/0.4 міліметра четвертий тип стає практично стандартом. Крім того, у новіших поколіннях пасти типу 4 проблеми окислення були вирішені деякий час тому, головним чином завдяки прогресу в області сучасних технологій флюсу.
Філ Зарроу також зазначає, що зараз використання пасти типу 4 у великих апертурах не повинно бути проблемою: «Більшість плат, які виробляються сьогодні, є комбінацією більших і менших апертур, які необхідні для дуже дрібних компонентів. Я також не бачу жодних проблем із використанням пасти типу 4 для кульової сітки і всі сучасні пасти тепер виготовляються з дуже сильними флюсами. Однак, щоб бути абсолютно впевненим, що паста підходить для проекту, кожну нову пасту необхідно оцінити перед тим, як її ввести в процес».
«Розвиток ринку портативних пристроїв підштовхує нас навіть до корпусів 0.3 міліметра та корпусів chip-scale або QFN, і все більше говорять про пасти типу 5, про які чотири-п’ять років тому майже ніхто не чув», пише Джим Холл. «Однак питання поєднання більших апертур і пасти типу 4 все ще актуальне. Загалом, тип 4 зазвичай призначений для невеликих апертур, але з сучасними складниками флюсу проблем з будь-яким типом паяних з’єднань виникнути не повинно.
Однак, як ми читаємо в блозі, через більші труднощі у виробництві пасти типу 4 все одно дорожчі, і немає жодних ознак зміни цього.
Річард Стадем (Richard Stadem) з General Dynamics також висловився на цю тему: «Мої клієнти протягом багатьох років використовують пасти типу 4 і 5. Однак це правда, що при використанні цих паст ключовим моментом є дуже повторюваний і стабільний трафарет, а також більше уваги необхідно приділяти розміру апертури, формі та товщині трафарету та інших критичних факторів, таких як поводження з пастою та контроль її вологості. Якщо врахувати ці фактори, завдяки більшій кількості металу в об’ємі пасти досягається дуже помітне покращення змочуваності припою».
З іншого боку, Алан Вудфорд (Alan Woodford) з NeoTech ділиться досвідом впровадження тонких паст у виробництво: «Ми більше не використовуємо пасти типу 3, тільки типу 4 і 5. Перехід до типу чотири був не таким складним, як ми думали. Найважливішою проблемою, з якою ми зіткнулися, було встановлення правильних профілів температури оплавлення. Оскільки зараз ми виробляємо плату з невеликими відкладеннями пасти, технологічне вікно стає все щільнішим. Якщо ви всеж-таки закінчите профілі, ви, швидше за все, зіткнетеся з проблемами, пов’язаними з гроноподібним комкуванням припою і поганою змочуваністю через недостатню кількість флюсу. Тож перегляньте наявні профілі та готуйтеся до розробки нових».
За матеріалами сайту https://tek.info.pl