
Багатоконтактні компоненти з невеликою відстанню між контактами є проблемою в кожному процесі пайки.
Контроль технологічного процесу
Щоб повною мірою скористатися перевагами селективної пайки, необхідно використовувати етап попереднього нагріву, завданням якого є, крім іншого, активація флюсу. Температура, до якої повинна бути нагріта плата на етапі попереднього нагріву, вказана в характеристиках окремих типів флюсу. Весь температурний цикл процесу складається зі стадії попереднього нагріву, де змінними є час і температура, стадії підтримки певної температури та стадії контакту з рідким припоєм. Температурний профіль визначається теплоємністю компонентів, що входять до складу модуля, а також ступенем розсіювання тепла компонентами з високою теплоємністю або фіксаторами та піддонами для пайки.
При пайці модулів з високою тепловою масою сама насадка часто не є достатнім джерелом тепла, щоб подолати теплоємність великих компонентів із наскрізними отворами. Зазвичай необхідно попередньо нагріти обидві сторони плати і підтримувати температуру протягом більш тривалого часу – це необхідно, наприклад, при монтажі великих мідних компонентів до багатошарових плат.
Складні компоненти
Багато типів компонентів, які вимагають особливої уваги в процесі селективної пайки, включають DIMM (dual inline memory modules, дворядні модулі пам’яті) з відстанню між контактами 1,0 мм, особливо під час їх встановлення на багатошарових платах, які також мають невитравлені мідні поверхні з конструктивних міркувань. Щоб запобігти замиканню між штифтами DIMM, особливу увагу слід приділяти довжині штифта на нижній стороні, а також швидкості та траєкторії сопла.

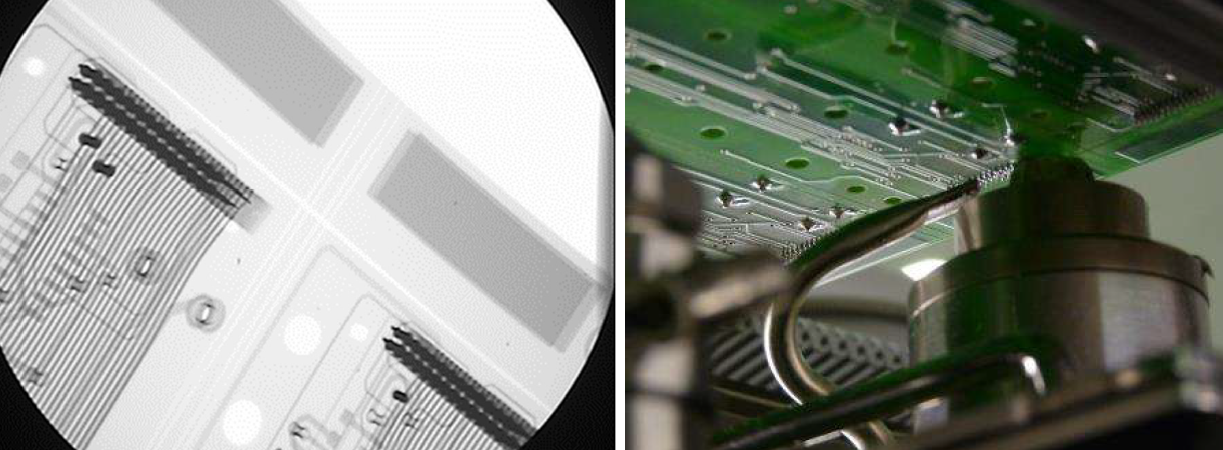
Малюнок 1. Декілька 240-контактних роз’ємів DIMM (дворядний модуль пам’яті), встановлених на 22-шаровій платі (ліворуч), і рентгенівське зображення 100% PTH заповнення (праворуч).
Іншим типом складних компонентів є шестирядний cPCI (compact peripheral component interface, компактний роз’єм інтерфейсу периферійних компонентів) з відстанню між контактами 2 мм. Він потребує особливої уваги через проблеми з пайкою, викликані тим, що виводи виготовлені з мідно-берилієвого сплаву, покритого шаром золота. Оскільки роз’єми cPCI часто монтуються на платах HDI (тобто з високим ступенем щільності), їх установка часто вимагає використання спеціальних кріплень або піддонів, які, у свою чергу, створюють додаткову потребу в теплі на етапі попереднього нагріву.

Малюнок 2. Декілька 132-контактних роз’ємів cPCI, встановленних на платі HDI (ліворуч) і рентгенівське зображення повного заповнення PTH (праворуч).
Компоненти з наскрізними отворами з дрібним кроком, такі як мікророз’єми з кроком 1,27 мм і 1,0 мм, висувають різні вимоги до процесу селективної пайки та зазвичай вимагають особливої уваги до проекції проводу та швидкості переміщення насадки, щоб мінімізувати перекриття між сусідніми контактами.

Малюнок 3: Мікророз’єми із кроком 1,0 мм (ліворуч) і рентгенівське зображення повного заповнення PTH (праворуч).
Шлейфові з’єднувачі, доступні з кроком від 1,27 до 0,5 мм, можуть бути ефективно спаяні за допомогою селективної пайки з використанням азотного ножа, щоб запобігти перемичкам.
Малюнок 4: Рентгенівське зображення шлейфового роз’єму з кроком 0,75 мм (ліворуч) і азотного антимостового ножа (права сторона).
Інші компоненти з високою термічною масою, зокрема коаксіальні роз’єми, роз’єми MIL або PGA, які часто використовуються в авіації та військових програмах, створюють додаткову потребу в теплі на етапі попереднього нагріву.

Малюнок 5: PGA (мережа керамічної штифтової сітки) з високою термальною масою (ліворуч) і рентгенівське зображення повного заповнення PTH (праворуч).
За матеріалами сайту https://tek.info.pl