
У статті представлено набір рішень для зменшення утворення найпоширеніших дефектів у процесі пайки оплавленням, таких як ефект надгробної плити, виникнення кульок припою, зернистість припою і виникнення пустот, «голова на подушці» (head-in-pillow).
Вступ
Запровадження вищих температур у процесі безсвинцевого паяння та зменшення об’єму нанесення паяльної пасти змушує використовувати вужче вікно процесу для оптимізації профілю пайки оплавленням. Проблема полягає не тільки в тому, що компоненти та друковані плати піддаються впливу вищих температур, але й у тому, що обмеження на деякі компоненти (особливо у випадку високої термічної маси друкованої плати) обмежують максимальну температуру, ускладнюючи формування надійного паяного з’єднання.
Крім того, зменшення розміру контактних площадок часто вимагає використання паст з меншим діаметром частинок порошку. Обидва ці фактори – менший об’єм і менша зернистість пасти – збільшують співвідношення площі поверхні до об’єму пасти, що, у свою чергу, створює проблему для ефективної роботи флюсу. У результаті поверхневі оксиди можуть спричинити низку дефектів, таких як поява порожнеч, утворення кульок, зернистість припою та «голова в подушці». У цій статті розглядаються методи зниження ризику появи цих дефектів шляхом оптимізації профілю оплавлення.
Типи профілю
Два найпоширеніші типи профілів: Ramp-Soak-Spike (RSS), що можна перекласти як нагрівання-витримка-пік, і Ramp-to-Spike (RTS), або нагрівання-пік (іноді також Ramp-to-Peak, RTP). Профіль RTP створює лінійну криву, що постійно піднімається до максимальної температури. Профіль RSS, з іншого боку, створює деяке «плато» в межах обмеженого температурного діапазону, перш ніж сплав оплавиться.
Фази профілю
Весь профіль можна розділити на чотири фази: попередній нагрів, фаза перед оплавленням припою, оплавлення припою та охолодження.
Попередній нагрів
Фаза попереднього нагрівання готує друковану плату до критичної фази оплавлення, вивільняючи летючі частинки флюсу та зменшуючи температурний шок. Так звана швидкість наростання, яка фактично є швидкістю росту, визначається підвищенням температури з часом. Він завжди починається при температурі навколишнього середовища і закінчується в точці максимальної температури. Швидкість визначається на етапі початкового нагріву. У діапазоні 0,5 – 2,0°C/с вона вважається стандартною, і на її значення суттєво впливає швидкість конвеєрної стрічки печі та ΔT між зонами нагріву печі (рекомендована ΔT <40° C між зонами печі).
Фаза перед оплавленням припою
На цьому етапі флюс (або інший активатор) виконує завдання видаляти будь-які оксиди з виводів компонентів і поверхні контактних площадок на друкованій платі, а також частинки оксидів, присутні в паяльній пасті, таким чином готуючи обидві поверхні для з’єднання в фазі оплавлення. Саме в цій фазі досягається температура нагрівання. Температуру нагрівання витримують у вузькому діапазоні і в строго визначені проміжки часу. Це «плато» в профілі оплавлення дозволяє вирівняти градієнт температури друкованої плати перед піком температури. Таким чином весь модуль паяється в рівномірних умовах під час піку температури, що дозволяє утворювати рівномірні паяні з’єднання. Зі збільшенням фізичних розмірів друкованої плати та збільшенням різноманітності розмірів компонентів, які на ній використовуються, важко досягти рівномірної температури, але профіль, який враховує фазу нагрівання, допомагає досягти належних результатів пайки. Профілі з нагріванням також використовуються при монтажі таких компонентів, як BGA, LGA, SGA і QFN, вивільняючи з пасти летючі речовини, зменшуючи виділення газу з флюсу та зменшуючи кількість/розмір пустот, захоплених паяним з’єднанням під час охолодження.
Фаза оплавлення
Оплавлення припою означає встановлення механічного та електричного з’єднання шляхом утворення інтерметалічного шару між оловом і міддю. У цій фазі важливі дві змінні: пікова температура та час, протягом якого температура утримується вище точки плавлення (TAL, time-above-liquidus – час над ліквідусом). Пікова температура зазвичай встановлюється на 20-30°C вище температури ліквідусу сплаву, а TAL для ефективного утворення інтерметалічного шару зазвичай становить 30-90 секунд.
Охолодження
У цій фазі формується зерниста структура паяного з’єднання. Дрібнозерниста структура забезпечує найкраще механічне з’єднання. Для цього необхідно швидке охолодження під час переходу з рідкого стану (ліквідус) в твердий (солідус) (перші приблизно 50°C охолодження). Обмежуючим фактором для максимальної швидкості охолодження є напруга, яка діє на паяне з’єднання, якщо швидкість процесу надто висока. Ця термічна напруга, залежно від різниці в КТР (коефіцієнт теплового розширення) з’єднаних поверхонь, може призвести до руйнування або розриву паяного з’єднання. Чим більша різниця в КТР матеріалів, що з’єднуються, і чим швидша швидкість охолодження, тим більша термічна напруга. Стандартна швидкість охолодження становить приблизно 4°C/с. На жаль, багато печей не мають функції контролю охолодження. Одним із методів подолання цієї проблеми є використання останніх зон нагріву як зони охолодження.
Водорозчинні пасти та пасти, які не потребують очищення
Слід підкреслити, що між водорозчинними пастами і пастами, які не потребують очищення, є значні відмінності в реакції на нагрівання і тривалий час знаходження у печі. В обох типах паяльної пасти міститься активатор (флюс), який видаляє оксиди зі з’єднаних поверхонь і оксиди, що містяться в самій пасті. Після цієї фази завдання інших інгредієнтів флюсу – створити захисний бар’єр проти повторного окислення. Пасти, які не потребують очищення, створені на основі сполук каніфолі та смол, та забезпечують чудові оксидні бар’єри, захищаючи очищені поверхні від повторного окислення. З іншого боку, водорозчинні пасти містять компоненти з високою молекулярною масою, такі як полімери, які не створюють таких ефективних бар’єрів для захисту від повторного окислення. З цієї причини водорозчинні пасти погано працюють у випадку подовжених профілів оплавлення, враховуючи тривалий попередній нагрів. Поєднання водорозчинних паст і профілів витримки часто призводить до дефектів поганого змочування.
Розмір кульок в пасті
Ще одним фактором, що впливає на вибір профілю, є розмір кульок в паяльній пасті. Чим менші їх розміри, тим більша загальна площа поверхні піддається можливому окисленню. За таких умов профіль з етапом нагрівання підвищує вимоги до флюсу.
Вирішення проблем
Даний матеріал намагається відповісти на питання, як профіль впливає на утворення дефектів. Дуже часто існують більш ефективні методи вирішення проблеми, ніж підбір профілю. Наприклад, добре відомо, що 60-70% дефектів пайки виникають на етапі друку.
Дефект надгробної плити
Дефект надгробка спричинений нерівними силами змочування та найчастіше зустрічається під час монтажу пасивних компонентів (мал. 1). Щоб зрозуміти механізм його утворення, необхідно знати про три сили: вагу компонента, поверхневий натяг під компонентом і поверхневий натяг з боків. З точки зору процесу оплавлення, незбалансований поверхневий натяг може бути спричинений нерівномірним нагріванням, наприклад, заземлена площина або траса, або затінення від великих суміжних компонентів. Щоб зменшити дефект надгробка, слід мінімізувати різницю в розподілі тепла на контактних площадках до того, як паста розплавиться. Цього можна досягти меншою швидкістю підвищення температури, що дозволяє друкованій платі нагріватися рівномірно та поступово. Інший спосіб полягає в тому, щоб встановити коротку фазу витримки до того, як припій розплавиться.

Малюнок 1. Приклад дефекту надгробної плити
Дефект утворення кульок припою
Цей дефект полягає в утворенні ізольованих кульок припою на низько розташованих компонентах. У процесі оплавлення припій під компонентом утворює сфери, відокремлюючись від основної маси припою. Кульки утворюються в результаті невеликих вибухів пасти під час розтікання, згортання пасти або розбризкування флюсу, захоплюючи частинки пасти, які не можуть знову приєднатися до дозованої пасти.
Рекомендована швидкість підвищення температури становить 1-1,5°C/с. Якщо пасту нагріти надто швидко, розчинник, що міститься у флюсі, швидко випаровується, викликаючи невеликі вибухи, залишаючи кульки пасти або великі шматки пасти ізольованими від решти, нездатними повторно з’єднатися з фактичним припоєм. З іншого боку, занадто повільне підвищення температури дозволяє флюсу занадто сильно поширюватися на платі та забирати з собою частинки пасти. Крім того, повільна швидкість збільшує ризик окислення кульок, викликаючи процес небажаного плавлення окислених кульок.

Малюнок 2. Приклад виникнення кульок припою
Зміна кольору залишків флюсу
Температура процесу впливає на колір залишку флюсу: чим вища пікова температура, тим довший період над точкою оплавлення, або просто чим довший весь процес, тим темнішим стає залишок флюсу. Оскільки сплави, що не містять свинцю, мають високий вміст олова і водночас вимагають вищої температури, це ще більш виражена проблема при паянні без свинцю. Повторення процесу оплавлення також посилює цю проблему. Якщо після цього плату потрібно помити, такі залишки може бути дуже важко видалити. Оскільки на залишок флюсу впливає температура, профіль оплавлення з коротшим TAL, нижчою піковою температурою, вищою швидкістю наростання та без витримки забезпечує найкращі результати.
Виникнення пустот
Пустоти утворюються під час монтажу таких компонентів, як BGA, SGA, QFN або LGA. Їх поява почастішала з підвищенням температури процесу оплавлення та підвищенням поверхневого натягу припоїв без свинцю з високим вмістом олова. У змішаних процесах паяння з використанням свинцю та сплавів, що не містять свинцю, пустоти виникають навіть частіше, ніж тільки у процесах, що не містять свинцю, чи тільки у процесах повністю з SnPb.
Наявність контактних площадок з отворами або мікроотвірами, або контактних площадок, призначених для невеликих компонентів, таких як 01005 і BGA з кроком 0,4 мм, також збільшує виникнення пустот. Менші розміри контактних площадок вимагають менших діаметрів кульок пасти. При їх зменшенні збільшується поверхня, що піддається окисленню, що змушує використовувати більшу кількість флюсу, інтенсивне випаровування якого також викликає виникнення пустот.
Дефект пустот залежить від здатності флюсу ефективно (тобто швидко і повністю) видаляти оксиди, а також інтенсивно випаровувати флюс. Розчинник, який утворює основу флюсу, випаровується до точки оплавлення, але залишки, які залишаються на друкованій платі, часто мають високу в’язкість і тому їх важко видалити з розплавленого припою. Залишки флюсу, який не потребує очищення, складаються в основному зі смол. Довший профіль, довший період TAL або вища пікова температура роблять такі залишки важчими для видалення (тобто більш липкими), і флюс випаровується швидше. З іншого боку, флюс знижує поверхневий натяг розплавленого припою.
І навпаки, коротший профіль, коротший TAL і нижча максимальна температура призводять до легшого видалення залишків флюсу. Це також знижує інтенсивність процесу випаровування, але підвищує поверхневий натяг. Через ці компроміси були отримані неоднозначні результати щодо того, який процес забезпечує найкращі результати. Це пов’язано з тим, що обробка поверхні, дизайн контактних площадок (наприклад, мікроотвір у контактних площадках) можуть забезпечувати різні результати.
Профілі, призначені для зменшення пустот у безсвинцевих збірках, менш ефективні, ніж профілі, що містять свинец: це, ймовірно, пов’язано з вищою піковою температурою та вищим поверхневим натягом сплавів з високим вмістом олова. Крім того, багато флюсів, які не містять свинцю, містять більше каніфолі/смоли, щоб забезпечити більший окислювальний бар’єр для компенсації цих високих температур. Однак при цьому утворюється більше залишків флюсу, які важко видалити. У технічних характеристиках виробників флюсу містяться рекомендації щодо часу нагріву, виходячи з хімічного складу флюсу та температури плавлення припою.
Зернистість припою
Зернистість — це явище, коли нерозплавлені частини пасти осідають поверх маси розплавленого припою (мал. 3). Дефект зернистості припою зростає зі збільшенням температури процесу пайки без свинцю, зменшенням об’єму нанесеної пасти та зменшенням діаметра кульок пасти. Поєднання цих факторів створює дуже складну проблему для флюсу, відповідального за видалення оксидів. Крім того, флюс може переміщатися з частинок пасти під час процесу оплавлення, накопичуючись поза точки нанесення. Залишившись без захисту, частинки пасти окислюються і не з’єднуються з основною масою припою.
Малюнок 3. Приклад утворення дефекту зернистості припою.
Менший об’єм нанесеної пасти означає збільшення відношення поверхні, що піддається впливу умов всередині печі, до ваги нанесеної пасти. Це означає зменшення кількості флюсу, доступного для видалення оксидів з поверхонь, що з’єднуються, і частинок порошку припою в самій паяльній пасті. Така ситуація може призвести до дефекту зернистості припою. Зернистість припою менш поширена у контактних площадках, обмежених маскою, які зменшують поширення флюсу за межі контактної площадки. Крім того, резистори більш схильні до зернистості, ніж конденсатори. Низьке розташування резисторів може сприяти відокремленню флюсу від частинок пасти.
Профіль оплавлення із низькою швидкістю підвищення температури (тобто <1°C/секунду) може посилити виникнення дефекту зернистості. З кожним градусом підвищення температури в’язкість флюсу зменшується. Повільніша швидкість підвищення температури означає більше часу, щоб флюс звільнився від частинок пасти та розлився за межі пасти, що, у свою чергу, залишає зовнішні частинки пасти без будь-якого оксидного захисту. Збільшення швидкості підвищення температури (1-1,5°C/с) дозволяє розчиннику флюсу швидше випаровуватися, збільшуючи його в’язкість і зменшуючи його здатність «втікати». З цих причин профіль RTP із коротким кроком нагріву або без нього, помірним підвищенням температури (1–1,5°C/с) і низькою піковою температурою має дати найкращі результати.
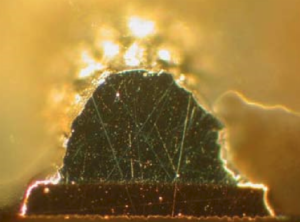
Дефект «голова на подушці» (Head-in-Pillow)
Дефект «голова на подушці» (HiP, Head-in-Pillow) виникає в компонентах BGA, коли кульки BGA втрачають контакт із пастою та окислюються під час нагрівання. Окислення перешкоджає з’єднанню кульок BGA та паяльної пасти, як показано на мал. 4. Факторами, які сприяють дефекту HiP, є викривлення BGA під час процесу паяння, копланарність, погане зволоження, надмірне окислення, відмінності в сполучних речовинах, що використовуються в кульках і пасті, або осадження пасти. Іншими причинами також можуть бути погане перенесення пасти в процесі друку і, як наслідок, недостатнє її нанесення, а також неправильне розташування компонента.

Малюнок 4. Приклад дефекту «голова на подушці» (Head-In-Pillow)
Висновки
Вища пікова температура та вищий поверхневий натяг сплавів без свинцю, багатих оловом, разом із використанням менших контактних площадок та меншим розміром частинок порошку у пасті чинили значний тиск на здатність флюсу, що міститься в пасті, забезпечувати гарну якість пайки. За таких суворих умов важливо розуміти, як оптимізувати температурний профіль процесу оплавлення.
Дуже часто основна причина дефекту криється в факторах, не пов’язаних з процесом оплавлення, але все ж налаштування профілю допомагає оптимізувати весь процес.
Щоб мінімізувати утворення дефектів HiP, необхідно встановити профіль, який зменшує окислення з’єднаних поверхонь. Буде корисним профіль, який не виснажує запас флюсу та зменшує осідання паяльної пасти. Іншими параметрами процесу, які запобігають HiP, є повільна швидкість підвищення температури, низькі пікові температури, зниження теплового удару компонента і мінімізація деформації друкованої плати або компонентів. Якщо швидкість наростання температури надто повільна, тобто нижче 1°C/с, це може спричинити надмірне окислення поверхонь, що з’єднуються, а також посилити дефекти, такі як зернистість. З іншого боку, низька швидкість підвищення температури запобігає осіданню пасти.
За матеріалами сайту https://tek.info.pl