
Зазвичай вважається, що покриття ENEPIG (Electroless Nickel Electroless Palladium Immersion Gold) може послабити припій, утворюючи крихкий інтерметалічний шар, що містить паладій.
Покриття поверхні друкованої плати виконує багато функцій, впливаючи як на дизайн, так і на очікуваний термін служби системи. Покриття на основі нікелю та паладію, Electroless Nickel Electroless Palladium Immersion Gold (ENEPIG), має численні переваги та неодноразово демонструвало свою корисність для пайки припоями, які містять свинець, так і для припоїв, які не містять свинцю. Оскільки всі шари підлягають процесу HASL (вирівнювання припою гарячим повітрям), його перевагою є, серед іншого, дуже рівна поверхня. Випробування ENEPIG неодноразово демонстрували надійність цього методу обробки поверхні та призвели до створення стандарту IPC-4556.
ENEPIG — це багатошарове покриття поверхні для друкованих плат. Щоб покращити умови процесу пайки, на плату наносять золото та паладій (Pd), щоб захистити чудові властивості пайки шару нікелю. Під час пайки друкованих плат з покриттям ENEPIG весь паладій розчиняється в припої та утворює багату паладієм область у з’єднанні. Є думки, що ця багата паладієм мікроструктура, на жаль, має тенденцію до відколів, що потенційно може зробити все паяне з’єднання крихким.
Оскільки розмір компонентів стає все меншим, то розмір паяних з’єднань також зменшується, внаслідок чого, збільшується відносний об’єм багатої паладієм мікроструктури відносно загального утвореного з’єднання. Таким чином, з одного боку, ENEPIG показує високу продуктивність і надійність, однак деякі дослідження вказують на занепокоєння щодо використання ENEPIG у випадку щільно упакованих схем і дуже маленьких паяних з’єднань .
Стандарт IPC-7095C Проектування та впровадження процесу монтажу BGA попереджає про негативний вплив на надійність пайки неоднорідних інтерметалічних шарів (IMC). IPC-4556 вказує на 3% ліміт IMC для загального об’єму припою для золота та паладію (інші джерела дають менший ліміт у 2% ), але обмеження, засновані лише на відсотках, можуть ввести в оману. Це тому, що золото рівномірно розподіляється по всьому припою, але паладій має тенденцію утворювати дискретні, чіткі інтерметалічні шари, які утворюються трохи вище шару нікелю. Багато фахівців вважають, що ENEPIG сприяє надмірній крихкості з’єднань, стверджуючи, що ці олов’яно-паладієві шари є крихкими та знижують параметри всього з’єднання (проте деякі дослідження не погоджуються з цими доводами ).
Тривають дебати щодо того, яка кількість паладію негативно впливає на крихкість припою. Тонкий шар паладію повинен досить швидко розчинятися в рідкому припої без будь-якого шкідливого впливу на механічні властивості паяного з’єднання. Стандарт IPC-4556 вказує, що шар паладію не повинен перевищувати 12 мікродюймів. Деякі дослідження вказують на межу 7.8 мікродюймів , інші навіть досягають 20 мікродюймів .
Був проведений експеримент, спрямований на отримання та вивчення механічних властивостей невеликих паяних з’єднань, де вміст паладію був би відносно високим. Щоб уникнути впливу ваги кульки на кінцевий склад паяного з’єднання, компоненти в корпусі LGA без кульок були встановлені на випробувальну плату. Було використано 24 плитки, деякі оздоблені ENEPIG від різних виробників, деякі оброблені популярним HASL. Використовувалися дві свинцеві пасти, SnPb і SnPbAg. Щоб оцінити механічні властивості виготовлених припоїв, після завершення виробництва плати піддавали випробуванню на зсув.
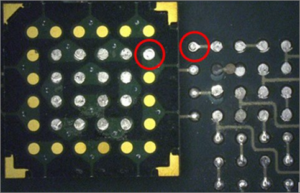
Малюнок 1. Приклад блоку HASL, видаленого під час випробування на зсув із «додатковим» паяним з’єднанням
Загалом плата HASL показала кращі механічні властивості, ніж плата ENEPIG під час випробування на зсув. Середня сила, прикладена для HASL, становить 16 фунтів, для ENEPIG лише 11,5 фунтів. Однак автори дослідження вказують на два дуже важливі фактори, які спотворюють результати тестування. По-перше, у випадку HASL утворилися додаткові спайки поза запланованою матрицею 4×4 через занадто багато припою, що міститься в шарі HASL (мал.1, праворуч). Ще одним важливим фактором був занадто товстий шар паяльної маски у випадку плат ENEPIG, який не дозволяв компонентам «осісти» достатньо низько (мал.2). В результаті замість звичайного припою було створено з’єднання у формі пісочного годинника, що зменшило поперечний переріз приблизно на 15%. Комбінований вплив додаткових точок з’єднання та нижньої паяної маски, безсумнівно, сприяв різниці в силі, застосованій у випробуванні на зсув.
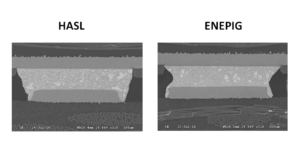
Малюнок 2. Переріз паяного з’єднання HASL та ENEPIG
Частину змонтованих плат також піддали випробуванням на старіння, зберігаючи їх протягом 10 днів при температурі 100 °C. Сила, необхідна для видалення компонентів, дещо зросла, але це не призвело до істотних відмінностей, викликаних нагрівом зразків.
Існують також деякі відмінності у використанні пасти SnPbAg і SnPb. Середнє зусилля в першому випадку становить 11.8 фунта, у другому 13.4 фунта, тому додавання срібла трохи послаблює механічні властивості з’єднання. Однак після витримки зразків різниця між типами припою значно зменшилася: вона склала 15.1 і 15.7 фунтів відповідно.
Як у базовій партії зразків, так і у витриманій партії були виявлені частки крихкого припою, але їх було дуже мало – вони становили лише 3% досліджуваних припоїв. Усі виявлені у зразках, оброблених ENEPIG.
Отже, враховуючи необхідні поправки через утворення додаткових з’єднань і формування специфічної форми припою, а також не отримання достатньо високої, передбачуваної частки паладію в припої, результати випробувань підтверджують, що міцність на зсув припою SnPb на платах, оброблених ENEPIG, подібна до паяних з’єднань на платах HASL. В результаті думка про ослаблення припою в разі використання ENEPIG в тесті не підтвердилася.
Джерела:
- Chen, Y.J.; Huang, K.Y.; Chen, H.T.; Kao, C.R., Au and Pd embrittlement in space-confined soldering reactions for 3D IC applications, Advanced Packaging Materials (APM), 2013 IEEE International Symposium, pp. 102 –112.
- P. T. Vianco, “Lead-Free Surface Finishes: Compatibility with Assembly Processes and Interconnection Reliability” (Edina, MN: Surface Mount Technology Association, SMTA Webinar, January, 2007), pp. 35-36
- Pun, K.; Islam, M.N.; Tin Wing Ng, ENEG and ENEPIG surface finish for long term solderability, Electronic Packaging Technology (ICEPT), 2014 15th International Conference, 2014, pp. 1 – 5.
- Rowland, R. and Prasad, R., Comparing PCB Surface Finishes and their Assembly Process Compatibility, Proceedings of SMTA International, Sep. 27 – Oct. 1, 2015, Rosemont, IL
- Wolverton, M., Quality, Reliability and Metallurgy of ENEPIG Board Finish and Tin-Lead Solder Joints, Proceedings of SMTA International, 2011, pp. 960 – 965.
За матеріалами сайту https://tek.info.pl