
Компанія KOKI проаналізувала та представила в короткому тесті залежність між температурним профілем пайки оплавленням і кількістю пустот.
Компанія KOKI провела тест із використанням двох температурних профілів: лінійного Ramp-to-Spike (RTS), іноді також Ramp-to-Peak (RTP) та сідлового Ramp-Soak-Spike (RSS). Досліджено вплив використання обох типів профілів на кількість пустот.
У разі пайки BGA-компонентів за допомогою лінійного профілю спостерігалося значно більше пустот, ніж у випадку сідлоподібного профілю. Причина цих відмінностей полягає в тому, що у випадку лінійного профілю стадія розігріву, на якій активується флюс (150 ℃-200 ℃), занадто коротка, щоб забезпечити повне випаровування флюсу. В результаті частина флюсу, що залишилася (тобто не випарована на попередній фазі), випаровується при переході припою в рідкий стан, викликаючи утворення пустот.
Однак KOKI наголошує, що профіль значною мірою залежить від складу флюсу та конкретного набору паяних компонентів (наприклад, великих компонентів, таких як BGA або силових транзисторів, або малих компонентів, таких як компактні мікросхеми тому описане вище явище може бути застосовним не до кожного випадку.
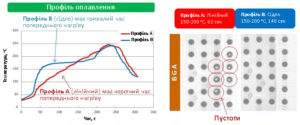
| Профіль А: лінійний | Профіль В: форма сідла | |
| Попередній нагрів | 150-200 оС, 62 секунди | 150-200 оС, 140 секунд |
| Максимальна температура | 247 оС | 243 оС |
| Понад 200 оС | 62 секунди | 44 секунди |
Температурний профіль – лінійний або сідлоподібний – впливає на виникнення пустот. Якщо припаяний BGA має значну кількість пустот, рекомендується встановити профіль, подібний за формою до профілю сідла.
За матеріалами сайту https://tek.info.pl