
ДОБРИЙ ДОСВІД У ПРОЦЕСІ ОПЛАВЛЕННЯ
Наразі є дуже важливим накопичення досвіду профілювання процесу оплавлення, в тому числі в епоху розвитку технологій у будівництві печей оплавлення. Багато інженерів і техніків, які займаються профілюванням процесу оплавлення, розглядають цей процес як звичайну ранкову роботу: ви знаєте, що ви ...

22 ПОРАДИ, ЯК ПРАВИЛЬНО ПОВОДИТИСЯ З ПРОФІЛЕРОМ

ЗЕРНИСТІСТЬ ПРИПОЮ – ПРИЧИНИ І МЕТОДИ УСУНЕННЯ

ДЖЕРЕЛА ЗАБРУДНЕННЯ ТА КОНТРОЛЬ ЯКОСТІ ТИГЛЯ З БЕЗСВИНЦЕВИМИ СПЛАВАМИ
ПРОБЛЕМИ ПАЙКИ КОМПОНЕНТІВ, ЩО РОЗСІЮЮТЬ ТЕПЛО
РОЗБРИЗКУВАННЯ ПРИПОЮ ПІД ЧАС ПАЯННЯ ХВИЛЕЮ
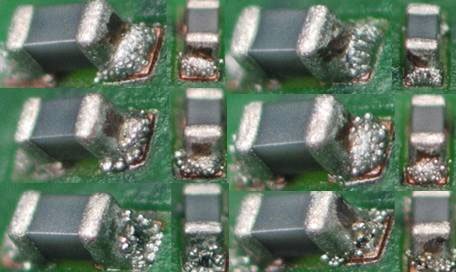
ЩО ВИКЛИКАЄ ОБЕРТАННЯ КОТУШОК SMD ПІД ЧАС ПАЙКИ ОПЛАВЛЕННЯМ?
ПНЕВМАТИЧНІ СИСТЕМИ ДОЗУВАННЯ
ТЕПЛОПРОВІДНІ МАТЕРІАЛИ ТІМ1 І ТІМ2
НАГРІВ ЖОРСТКО-ГНУЧКИХ ДРУКОВАНИХ ПЛАТ ПЕРЕД ПАЯННЯМ
ПАЙКА У ВАКУУМІ — НАЙКРАЩИЙ СПОСІБ ЗМЕНШИТИ КІЛЬКІСТЬ ПУСТОТ
ВИКОРИСТАННЯ ЗЕЛЕНОГО ЛАЗЕРА З ДОВЖИНОЮ ХВИЛІ 532 НМ ПРИ ОБРОБЦІ ДРУКОВАНИХ ПЛАТ

АНАЛІЗ ПРИЧИН ДЕФЕКТУ НАДГРОБКА